Приобрести-Сплит-Систему | Вызвать-Мужа-На-Час | Заказать-Монтаж-Кондиционера
Индукционный нагреватель своими руками — простые схемы, чертежи и инструкции для начинающих
12 январь 2023, 17:18, 156, 0Принцип работы
Сам принцип работы индукционного нагревателя не такой сложный, как казалось бы. В качестве примера можно рассмотреть нагреватели вихревого типа. Они широко применяются в отопительных котлах, большая часть населения с ними знакома. Из названия понятно, что энергия рождается из магнитного поля, которая передается теплоносителю.

Вода, которая поступает в устройство, нагревается за счет подаваемой энергии, после чего поступает в систему отопления. Для создания давления, используется обыкновенный насос.
Таким образом вода циркулирует внутри системы, защищая ее от перегрева. В это же время теплоноситель постоянно вибрирует, что защищает от появления накипи. Фактически, это вся рабочая схема данного агрегата.



Применение
На сегодняшний день область применения нагревателей такого типа очень большая. Необходимо учитывать так же тот факт, что существует большое количество модификаций и возможностей модернизации нагревателей.



Промышленная сфера
Применяется для плавки металлов, получения некоторых видов сплавов, которые затем используется в широком перечне работ. За счет создания сплавов осуществляется производство металлической проволоки.

Различные модификации индукционного нагревателя используются для автосервиса, с целью термической обработки запасных автомобильных частей. Фактически с той же целью технология применяется в медицине, термической обработке подвергаются медицинские аппараты, мебель и оборудование.

Частная
Реже, в сравнении с другими отраслями, этот тип нагревателей применяется в ювелирном деле для производства украшений. В большом количестве жилых домов присутствуют котлы отопления, работающие на основе индукционного нагревателя

Плюсы технологии
Используется в широком перечне производств, за счет низкой себестоимости (в зависимости от вида и модификации), и при большом кпд. В основном применяется в сфере изготовления сплавов, где благодаря использованию индукционного нагревателя возможно получение сверхчистых сплавов.
Обратите внимание!

Экологически чистая технология, которая никак не загрязняет окружающую среду, и при этом дешевая в производстве.

Возможен фактически в виде любой формы, что позволяет равномерно распределять тепло по всей площади, исключая локальный перегрев.

Фактически, если сравнивать эту технологию с аналогичными, она не имеет минусов. За исключением одного: он заключается в необходимости соединять индуктор и заготовку. Если этого не делать нагрев будет недостаточным в большинстве случаев.
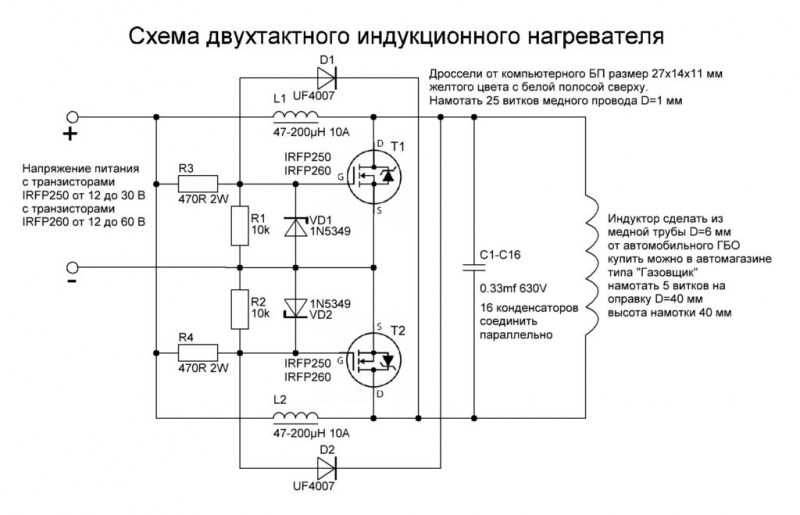
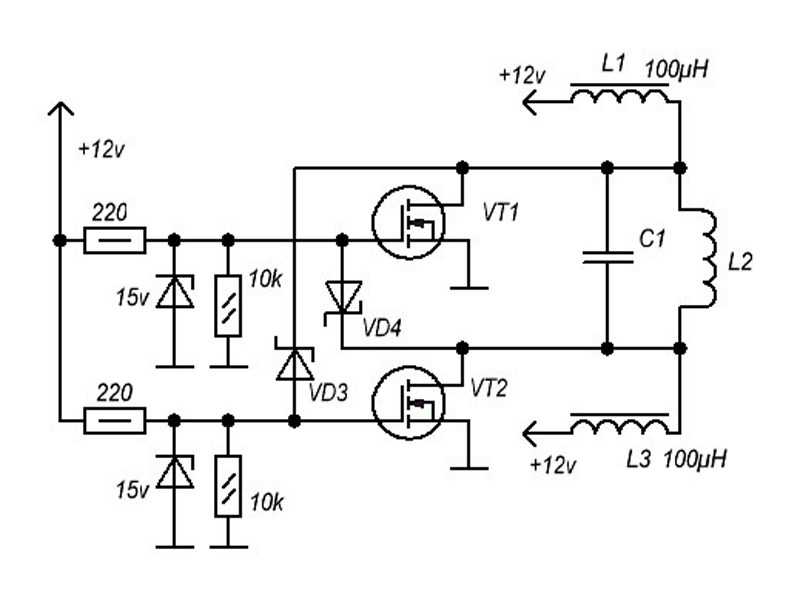
Схема
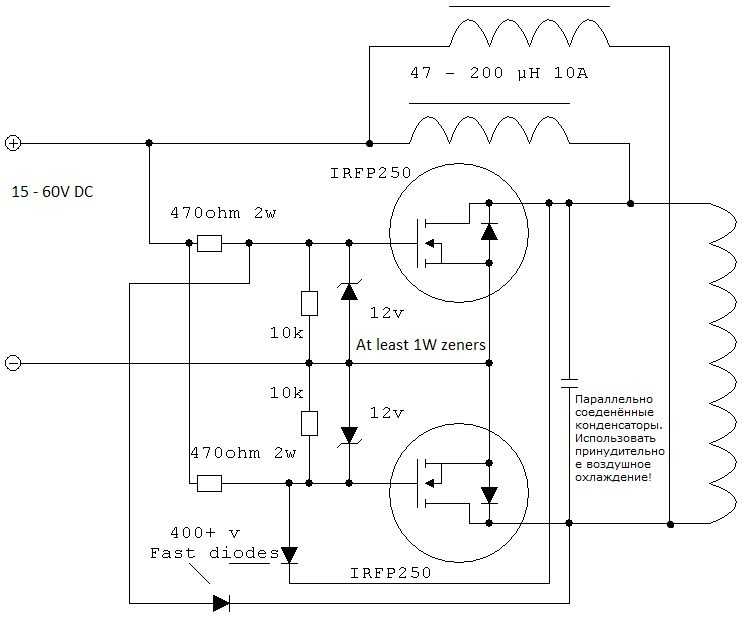
Упрощенная схема, рассчитанная на мощность в 1600 Вт. На практике работоспособный вариант, требующий определенных доработок и совершенствования.
Схема индукционного нагревателя имеет свои плюсы:
элементарные сборочно-монтажные процедуры;
компоненты схемы доступны для покупки.
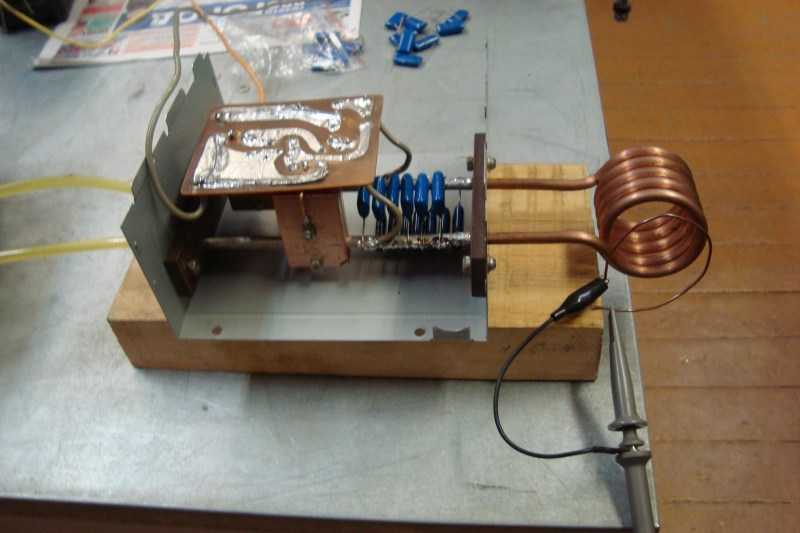
Данный высокочастотный экспериментальный индукционный нагреватель функционирует на основе принципа «двойного полумоста». Схема дополнена транзисторами в количестве 4 шт, с защищенными изоляцией затворами. Серийная модель этого компонента — IGBT. Управление реализовано на микросхеме IR2153.
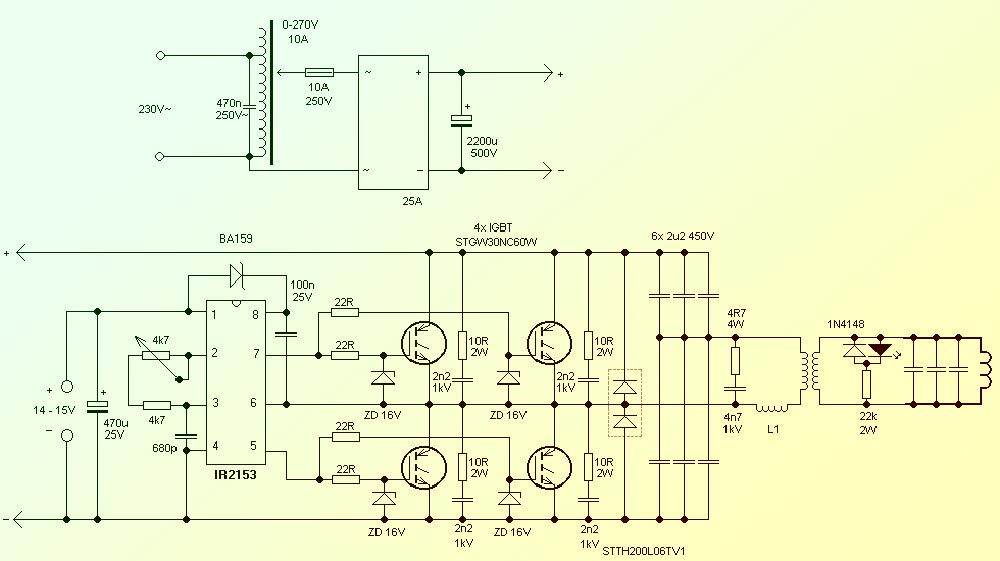
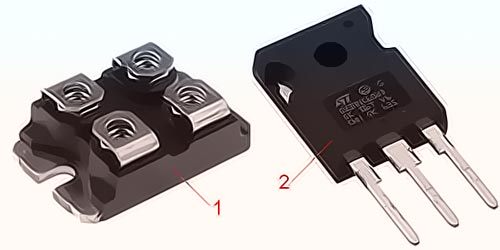
Конструкция обеспечивает создание мощности, равной по схеме полного моста. При функционировании на основе тактируемого полумостового драйвера затвора принципиальное построение агрегата упрощается как в проекте, так и в изготовлении и сборке, работе. Представленный диод двойного типа с увеличенной мощностью маркировки STTH200L06TV1 (2x 120A).
Для применения будет приемлемо задействовать в схеме диоды уменьшенной мощности — около 30А. Транзисторы IGBT в своем составе имеют встроенные диоды — это дополнительно упростит схему.
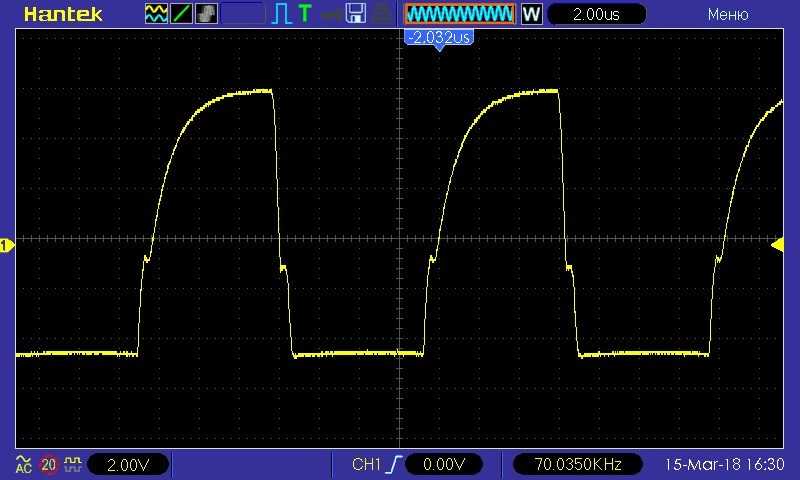
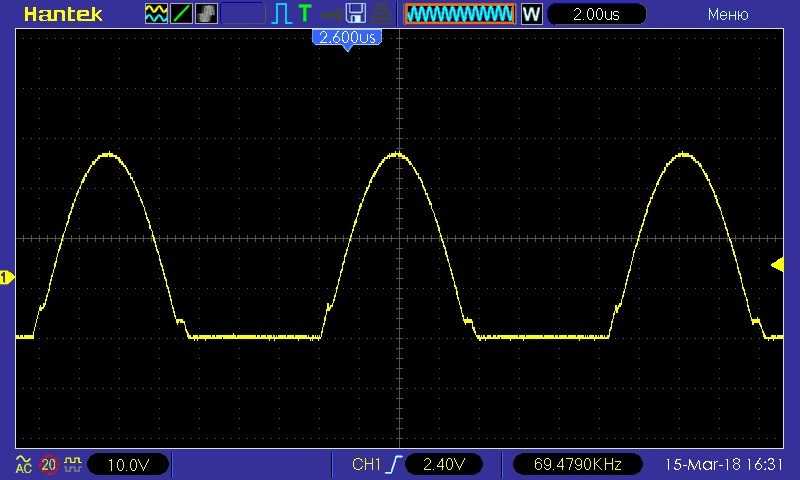
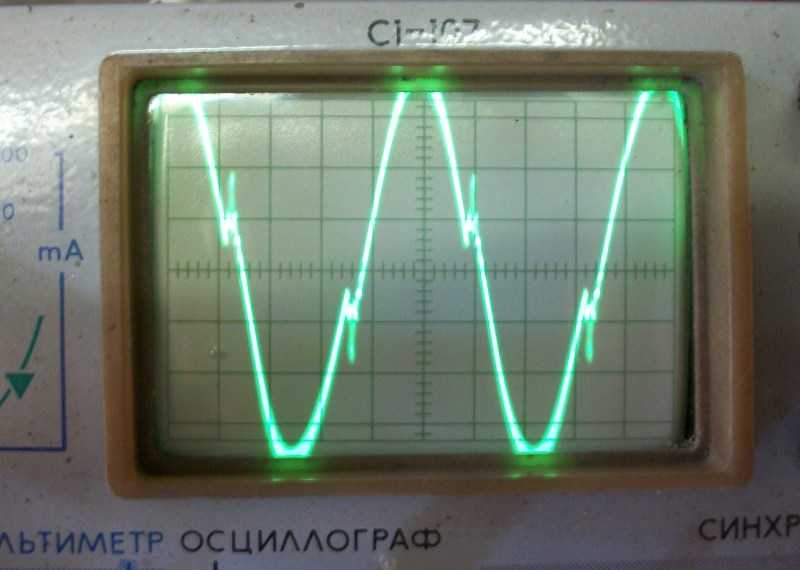
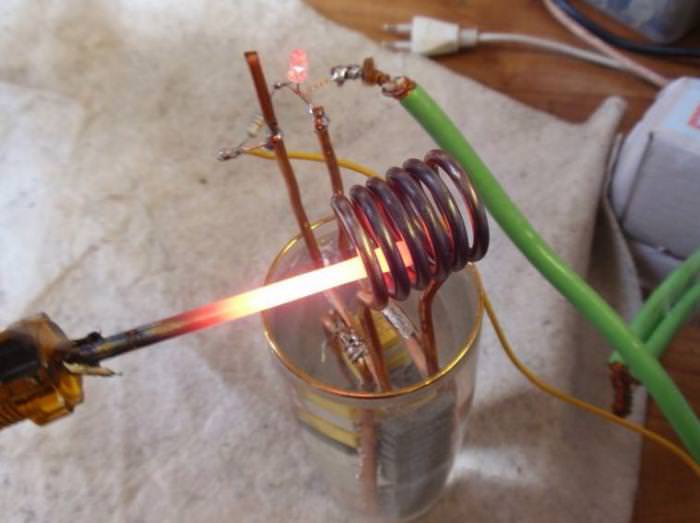
Показания рабочей частоты регулируются потенциометром. Появление резонанса отражается максимальной яркостью светодиодов.
Индукционные установки профессионального уровня имеют усложненные схемы с автоматической настройкой по основным показателям системы. Для простейших конструкций, таких как индукционный нагреватель воды выполненный своими руками, основным критерием будет являться простота в схеме. В этом случае при ошибке сборки или проектирования можно быстро устранить недочеты.
Как сделать своими руками
Рассмотрим второй способ изготовления мощного индукционного нагревателя своими руками. В отличие от первого способа, составляющих будет гораздо меньше, однако его мощность будет выше, за счет использования несколько иных компонентов и типа подключения.







Нам понадобится:
1. Инвертор сварочный;
2. Генерирующий сварочный ток (от 15 А);
3. Медная проволока.
В качестве сердечника рекомендуется использовать полимерные материалы. Это обусловлено тем, что они способны выдерживать довольно высокие температуры при нагревании. В нашем случае будет полимерная труба с диаметром 50 мм.

На сердечник необходимо намотать проволоку, соединить ее с инверторными клеммами таким образом, чтобы не было перекручивания.

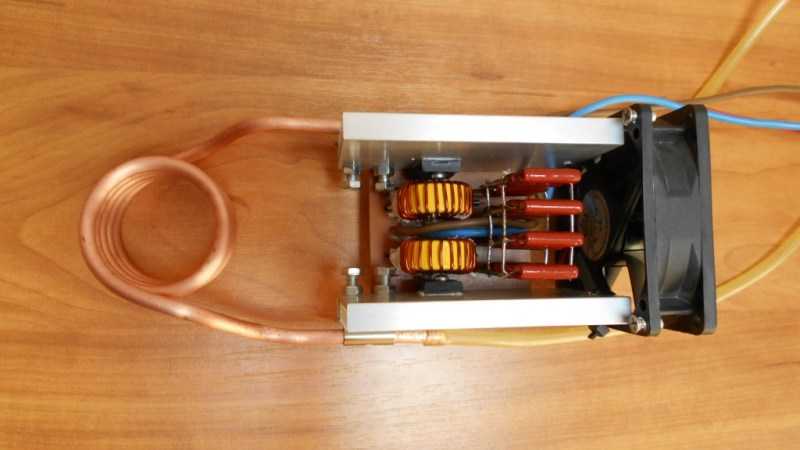
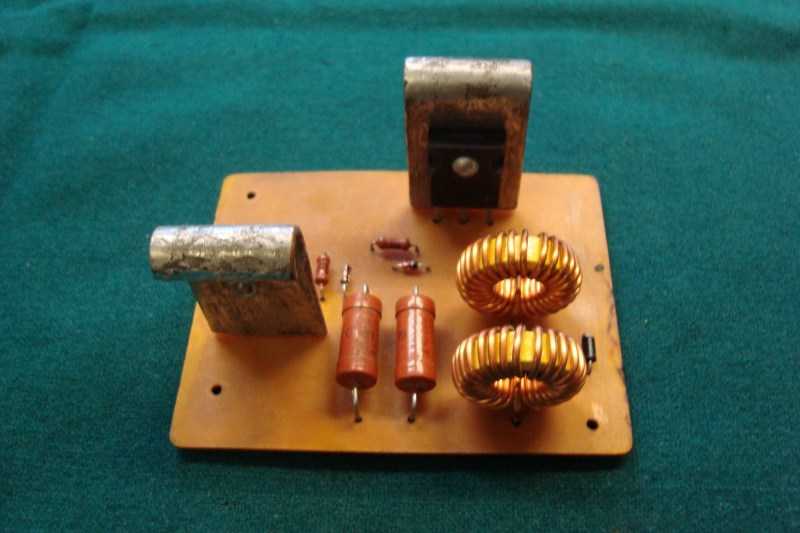
Материалы
Транзисторы 50N06 – 2 шт. — http://ali.pub/5coyjc
резисторы 10 кОм – 2 шт.; 2 Вт 220 Ом – 2 шт. — http://ali.pub/5cozok
выпрямительные диоды 1N4007 – 2 шт — http://ali.pub/5coyp6
катушка индуктивности 100 uH — http://ali.pub/5cozji
алюминиевый радиатор;
частотный конденсатор индукционной плиты 0,33 мкФ 1200 В — http://ali.pub/5coyyb
блок питания 12В
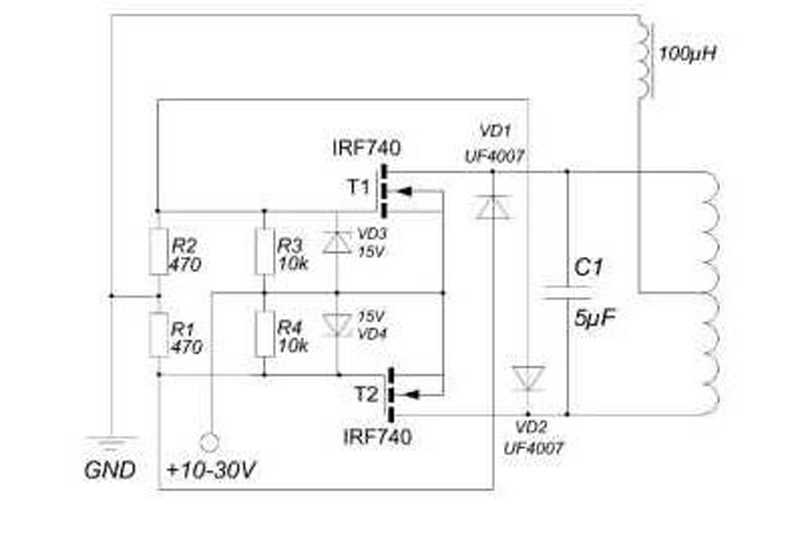
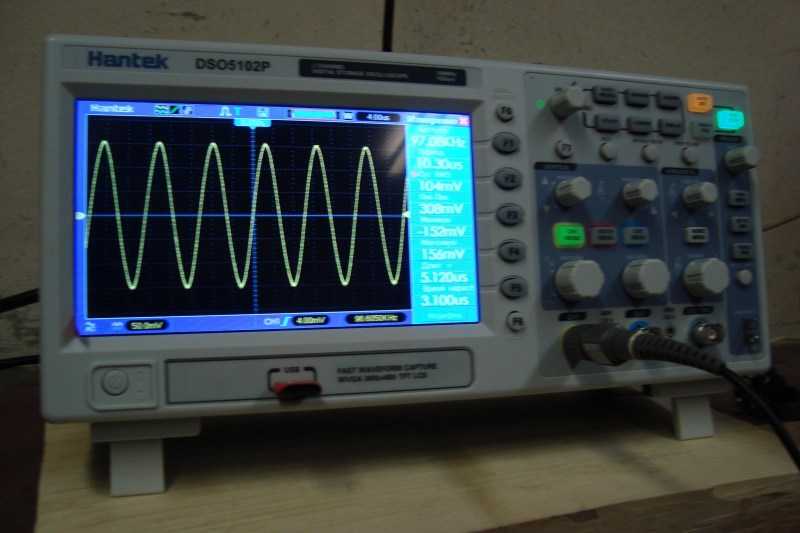
Регулировка частоты
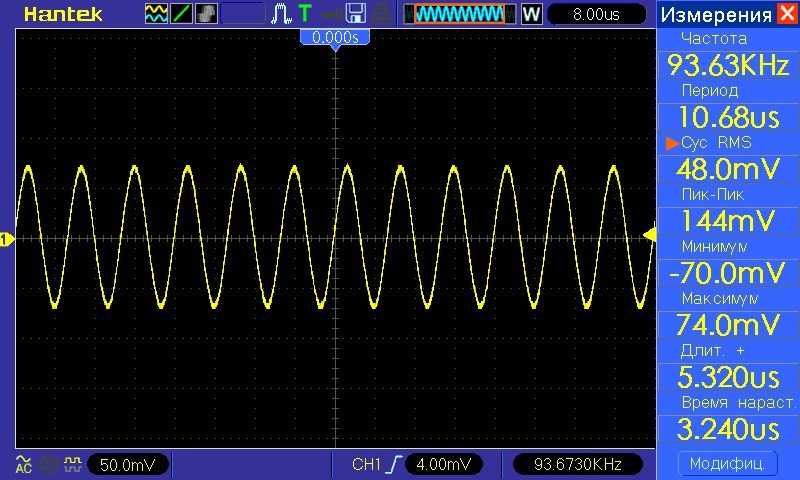
Диапазон рабочей частоты устройства составляет от 110 до 210 кГц. Поэтому самодельный экспериментальный индукционный нагреватель должен иметь узел регулировки частоты. В цепи управления регулировкой задействуется питающее напряжение — примерно 15 В. В качестве источника используется адаптер малой мощности в обычном или коммутируемом исполнении.

Магнитный нагреватель выходными контактами соединяется с рабочей цепью катушки. В качестве промежуточного звена используется согласующий дроссель L1 и трансформатор. Конструкция дросселя реализована в виде 4 витков провода, сердечник имеет поперчное сечение 23 см. Изолирующий трансформатор сформирован на основе 12 витков двухжильного провода сечением 16 мм². Поперечный размер сердечника — 14 см.
Можно использовать изолирующий трансформатор производства Magnetics, Inc. Данная фирма, а также Adams Magnetics делают качественное оборудование, в частности ферритовые торроиды.
Мощность подобного индукционного нагревателя, собранного своими руками, примерно равна 1.6 кВт.
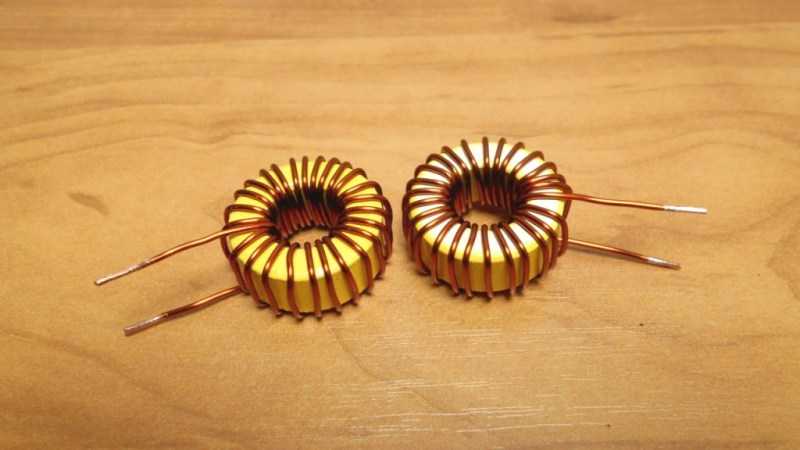
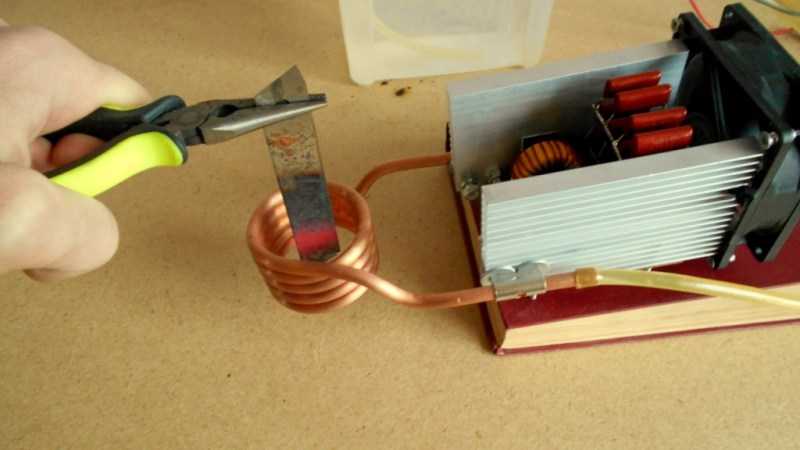
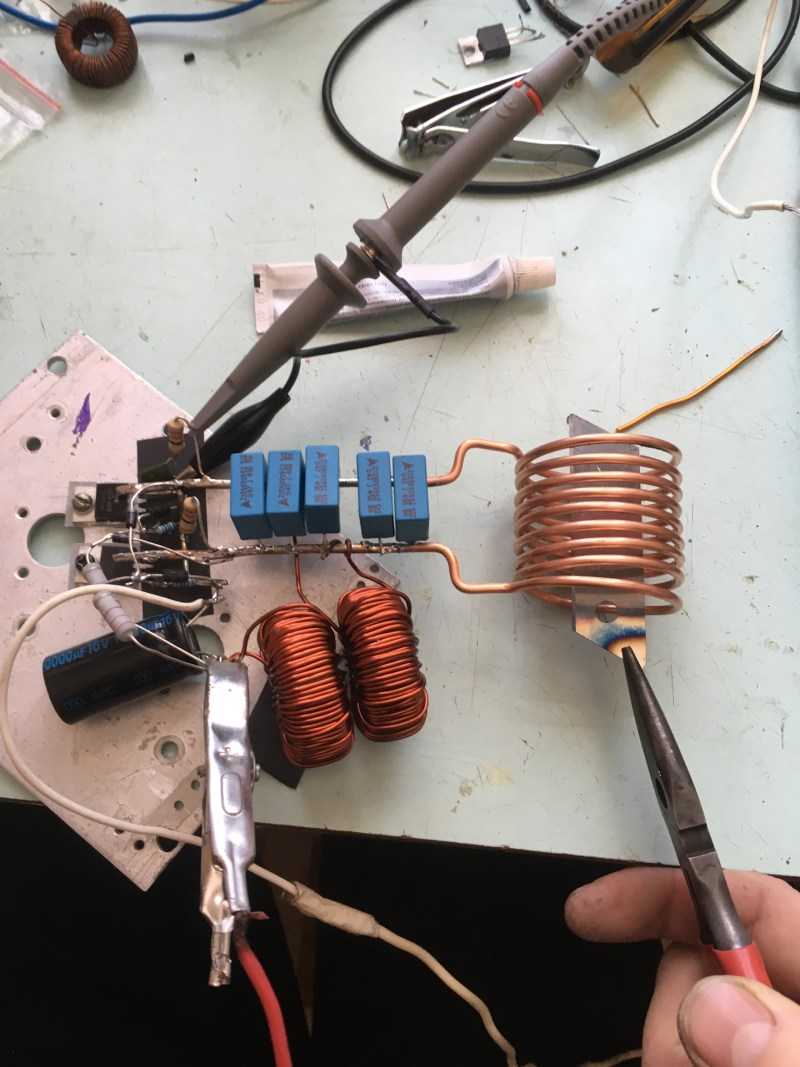
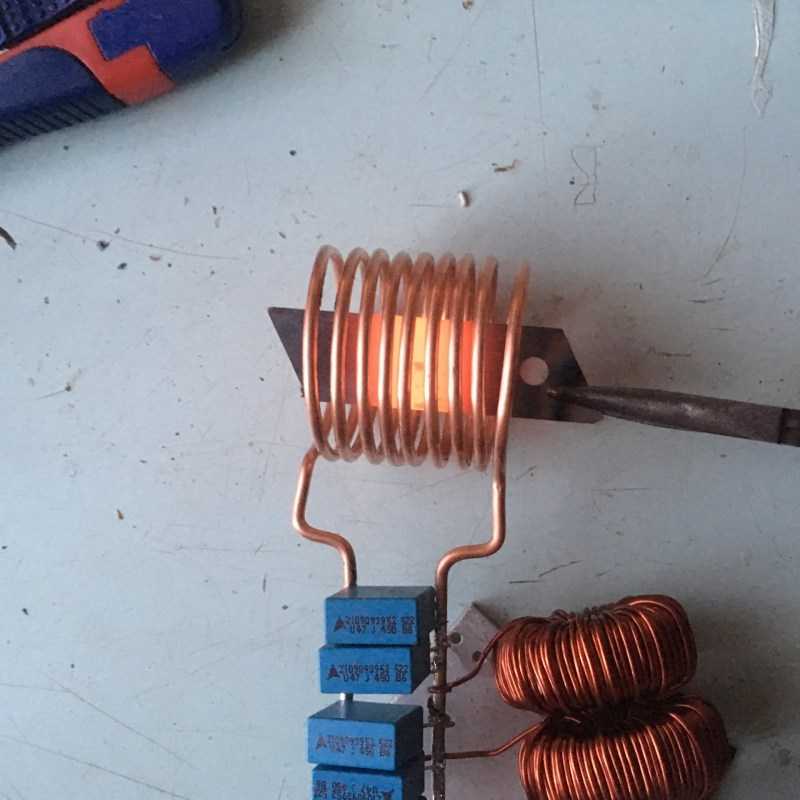
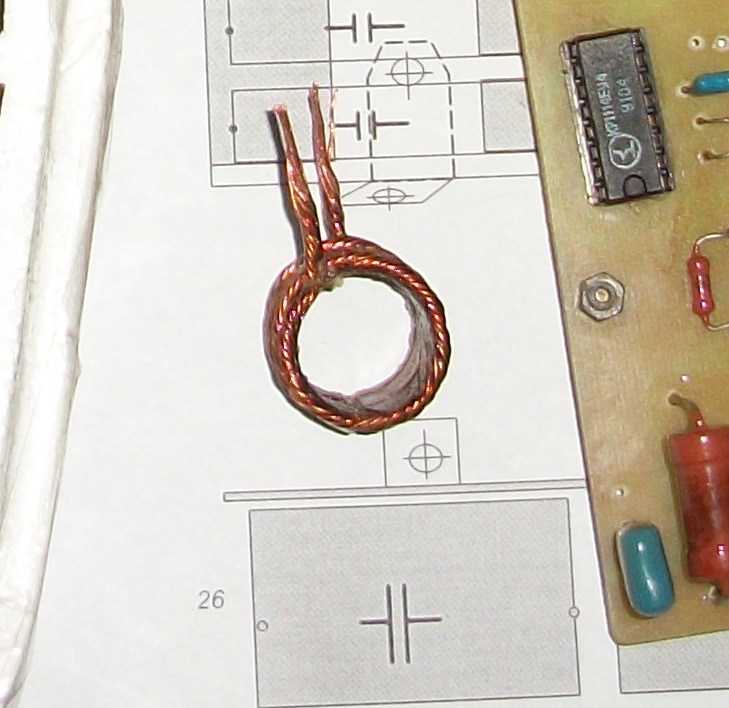
Катушка индуктивности
Установка для индукционного нагрева в конструкции имеет катушку. В качестве намотки применяется проволока сечением 3.3 мм. В качестве основания используется медная трубка. В конструкции катушки можно использовать простейшее водяное охлаждение. Особенности конструкции:
количество витков — 6;
сечение — 24 мм;
высота элемента — 23 мм.
В процессе работы схемы будет происходить существенный нагрев металла. Поэтому к качеству исполнения и выбранным материалам необходимо подходить особенно ответственно.
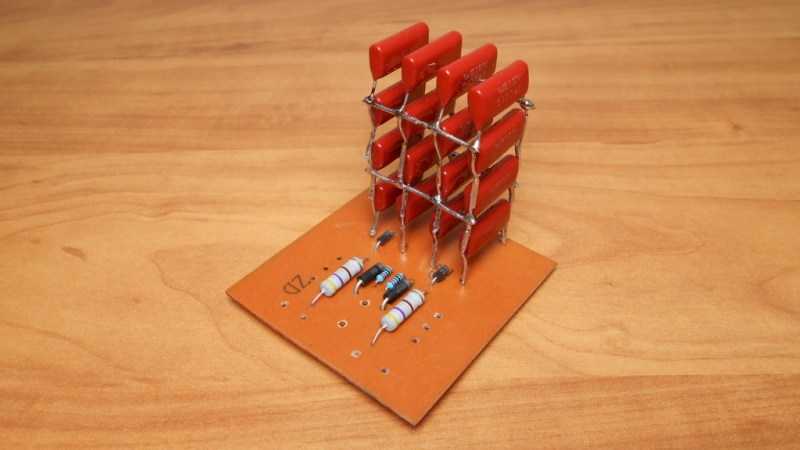
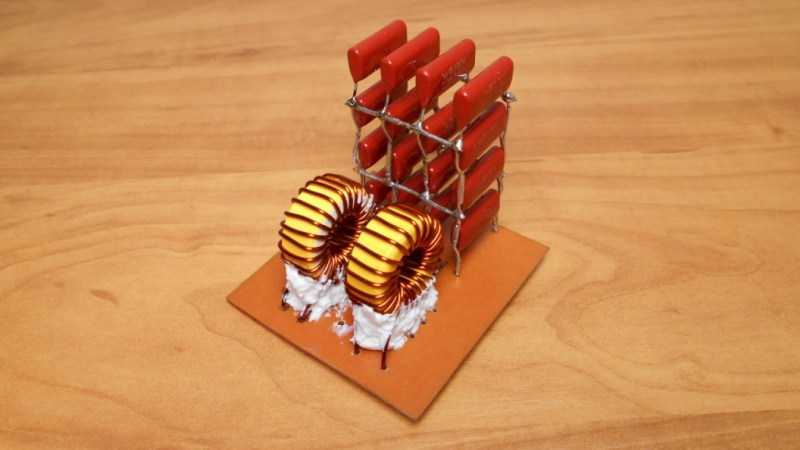
Модуль конденсатора
Резонансный конденсатор в примере выполнен в виде блока из нескольких емкостных элементов. Можно использовать одно устройство с емкостью 2.3 мкФ. В примере задействовано 23 единицы конденсаторов. Характеристики использованных элементов:
емкость — 100 нФ;
напряжение — 275 Вольт;
материал корпуса — полипропилен МКП;
класс Х2.
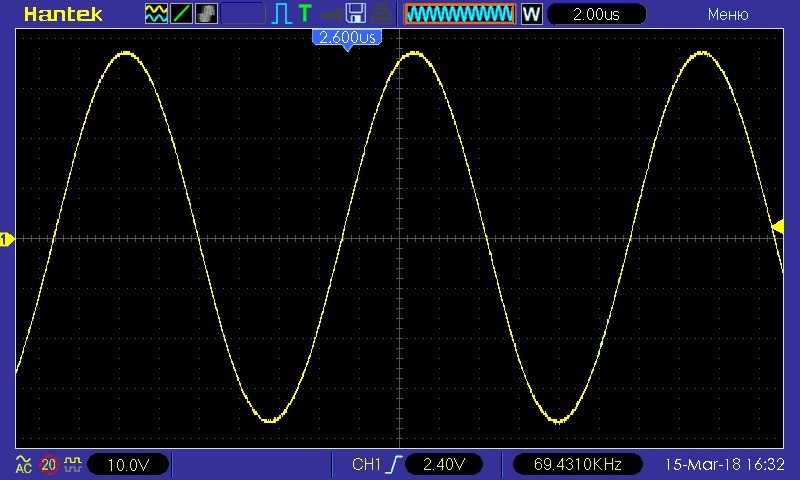
Данный вид конденсаторов не является целевым для создания подобных агрегатов. Индукционная сварка и нагревательные устройства чаще всего получают в схему ЭМИ фильтр. На практике же использованные емкостные элементы показали стабильную работу при условиях, когда частота составляла 160 кГЦ, выше не желательно.
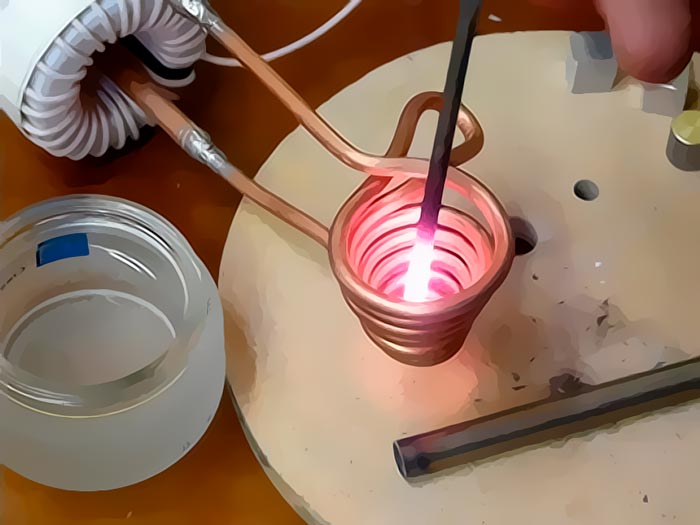
Как сделать нагревательный элемент
Нагревательным элементом конструкции служит индуктор, то есть катушка. Поэтому для создания зоны нагрева внутри индуктора рассмотрим несколько случаев.
Установка индукционного нагрева для отопления. В этом случае внутри катушки будет размещаться медная или стальная трубка, имеющая герметичное присоединение для подачи теплоносителя. За счет быстрого нагрева от спирали подогреватель должен пропускать через себя большое количество теплоносителя. Циркуляционный насос для такой схемы является обязательным элементом. Объем охлаждающего контура зависит от мощности и размеров индуктора.
Индукционная сварка. Размер катушки и трубки, в которой будет происходить сварочный процесс зависит от технологической задачи.
Индукционная печь для нагрева, плавки металла своими руками. Камера нагрева должна соответствовать размеру помещаемых форм, заготовок.
Вне зависимости от назначения агрегата потребуется уделить особое внимание не только конструктиву. Обязательно предусматривается возможность отвода лишнего тепла и электрозащита токоведущих элементов.
Варианты по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
Для начала нужно взять толстостенную полимерную трубку.
С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
Закрепить верхний вентиль.
Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Самодельный индукционный нагреватель металла из микроволновки
Как плавить металл в микроволновке
Как плавить металл в микроволновке
В обычной СВЧ печи можно легко плавить свинец, олово,стекло, алюминий медь, золото после незначительной переделки. Переделка сводится к удалению вращающейся тарелки и изготовлению из двух половинок жаростойкого кирпича муфельной печки.
Как известно, микроволновая печь, содержит магнетрон, который генерирует электромагнитную волну от 2.450 ГГц. С помощью этой волны СВЧ печь разогревает пищу до нужной температуры. Типовая мощность микроволновой печи 800 ватт. Для микроволновок выпускаются магнетроны мощностью до 1450 ватт, такая печь будет плавить значительно быстрее.
Для СВЧ волны генерируемой магнетроном микроволновки воздух, стекло, пластик прозрачны, металлы, графит отражают СВЧ волну. Некоторые материалы поглощают СВЧ волны и преобразуются в тепло. Теоретически температуры могут быть очень значительными, но для наших нужд будет достаточно 1200 — 1500 градусов. Плавка 50 грамм бронзы или золота в микроволновке занимает 30 минут.
Изготовление муфеля
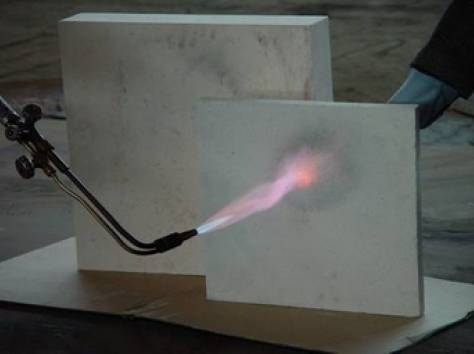
Для изготовления муфельной СВЧ печи нам понадобится огнеупорный кирпич и специальный тигель из карбида кремния в который помещается металл для плавки. Огнеупорный кирпич прозрачен для СВЧ волны и не пропускает тепло, нагревается сам тигель.
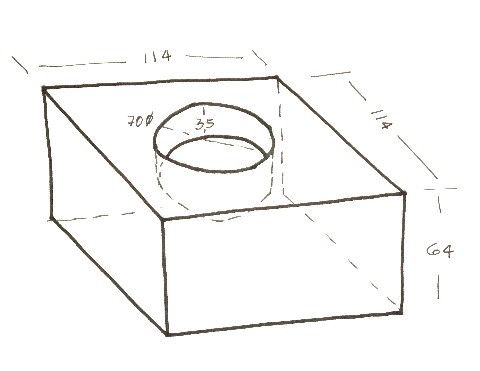
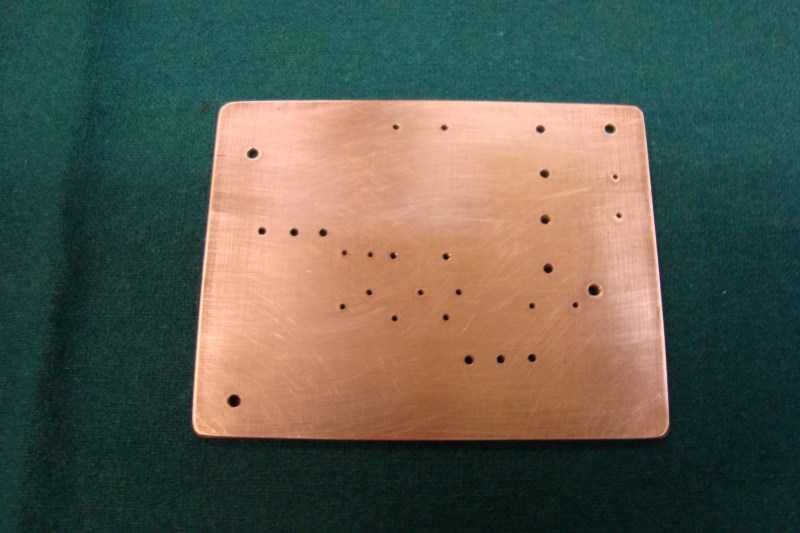
разметка огнеупорного кирпича
Размечаем кирпич на 2 равных половинки, с помощью диагонали отмечаем центры будущих отверстий. В кирпиче необходимо высверлить 2 отверстия диаметром 70 мм. Для этого подойдет перка или сверло форстнера нужного диаметра. Сверлить можно дрелью или сверлильным станком на малых оборотах т.к., материал хрупкий. Для хорошей теплоизоляции минимальная толщина стенок 15-20 мм.
Можно сделать муфель из ШВТ. Шамотно-волокнистые плиты держат температуру 1350 градусов, обрабатывать их намного легче.
Для плавки металлов тигель можно использовать лабораторный тигель.
Тигель из графита непригоден для микроволновки, низкий кпд, очень медленно греется.
Для хорошего кпд нужен тигель с карбидом кремния. Карбид кремния или карборунд, SiC, имеет температуру плавления 2700 °. Этот материал используется в промышленных ТЭНах и абразивных изделиях. Карбид кремния очень устойчив к воздействию кислот и не устойчив к щелочами. Пригоден для плавки цветных металлов, в расплавленном железе растворяется.
Изготовление тигля
Для изготовления тигля потребуется пресс форма

В смесь для изготовления нужно добавить примерно 7-10% бентонита, он придает пластичность.

Можно заменить бентонит сухой глиной. Разбавляем смесь небольшим количеством воды до состояния густой глины и прессуем в форме с помощью тисков или домкрата, добавляя небольшое количество в 3-4 захода. После чего нужно извлечь тигель и дать ему просохнуть в течении суток.

Второй слева изготовлено в соответствии с этими инструкциями, Первый слева изготовлен с использованием той же формы , но с использованием огнеупорной керамики. Второй справа тигель из карбида кремния заводского производства, край справа из огнеупорной керамики, он непригоден для микроволновой печи.
После просыхания в течении суток при температуре не выше 90 градусов, можно испытать тигель, поместив в муфель и включив печь на 15 минут, если все сделано правильно, он раскалится примерно до 1000 градусов (как нить накала слабой лампочки).
Модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
К трубе припаиваются отводы с резьбами для подключения к отопительной сети.

Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
Сварочного инвертора.
Теплоизолятора (подойдет керамзит).
Проволоки из меди и стали.
Отрезка пластиковой трубы с толстыми стенками.
Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
Сварите трубки между собой по длине, стыкуя меньшими сторонами.
Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Нюансы
При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
В качестве теплообменника используется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Техника безопасности
Индукционная сварка и установка для ее производства является особо опасными механизмами. Электрическая схема прибора присоединяется к сети с переменным током, напряжение может нанести серьезный вред здоровью. Поэтому монтаж всех токоведущих элементов производится с учетом изолирования. Проверка сборочных работ производится с помощью потенциометра или мультиметра.
Части, подверженные нагреву — индуктор и присоединяемые к нему участки схемы, могут стать причиной ожогов, опасны в пожарном отношении. Индукционная сварка и нагрев металлов может производиться только под присмотром. Помещение, где работает индуктивный агрегат, оснащается огнетушителями. Расплавленный металл даже в тигеле требует осторожного обращения до момента остывания.
Электромагнитное поле высокой частоты своим воздействие может навредить электронике и носителям информации типа hdd. Электромагнитные помехи могут стать причиной нестабильной работы гаджетов и бытовой техники.
Для безопасности и защиты от перегрева питающей сети обязательно оснастить схему с индуктором для твч дифавтоматами по номинальному току потребления установки.