Приобрести-Сплит-Систему | Вызвать-Мужа-На-Час | Заказать-Монтаж-Кондиционера
Самодельные профилегибочные станки - как сделать схему - Советы домашнему мастеру о ремонте и строительстве
09 сентябрь 2023, 17:20, 130, 0Сделать профиллегиб своими руками совсем несложно, а использовать его еще проще. Как следует из названия, он необходим для придания изогнутой формы металлическим профилям различного сечения. С помощью формования можно выполнять следующие технологические операции:
Изготовление profi gba своими руками – чертежи самодельного станка
Не каждый в состоянии купить заводской станок для гибки различных металлических профилей, да и необходимость в нем может возникнуть лишь в редких случаях. В таких ситуациях поможет профгиб – простое ручное устройство, которое вы можете сделать сами.
Один из вариантов сгибания профиля
Основным классификационным признаком можно назвать тип установленного привода. Чтобы изменить форму металлического изделия, необходимо приложить довольно большое усилие. Профилегибочные станки делятся на несколько основных групп в зависимости от рассматриваемого критерия:
Технология профилегибочного станка
Профилегиб можно изготовить своими руками из подручных материалов. Это связано с особенностями изготавливаемой конструкции:
В качестве основания можно использовать прочную плиту. В простейшей конструкции к пластине привариваются два уголка, которые служат направляющими. В Интернете можно также найти чертежи, требующие использования дерева. Стоит помнить, что профилегиб с деревянным основанием не сможет выдержать серьезных механических нагрузок. По этой причине, если станок будет использоваться для гибки стальных профилей, в качестве основного материала следует использовать листовой металл и угловое железо с большим поперечным сечением.
Для удержания заготовки установлены вспомогательные ролики. Ролики рекомендуется крепить с помощью винтов, отверстия для которых сделаны в угловых утюгах. Винты можно использовать для регулировки расстояния между двумя роликами, чтобы изменить радиус изгиба. Машина может быть установлена за короткое время.
Уголки привариваются к нижней части используемой пластины. Они предназначены для значительного увеличения жесткости основания. Закрепите кронштейны в месте концентрации нагрузки. Детали, которые будут использоваться для крепления устройства к основанию, также крепятся к этим кронштейнам.
Чтобы сделать профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметр должен быть больше, чем поперечное сечение винта, который будет использоваться для передачи усилия.
Установлен рабочий винт, через который передается усилие. Эта ручная деталь жестко соединена с рабочим валиком, через который передается давление.
Механизм, передающий физическую силу, используется в качестве привода. Примером может служить домкрат или коробка передач. При проектировании рукоятки важно помнить, что увеличение длины рукоятки значительно увеличивает передаваемое усилие. Это происходит потому, что ручка служит в качестве рычага. Электрический экструдер сложно сделать своими руками, поскольку необходимо установить электродвигатель и уменьшить число оборотов, увеличив передаваемое усилие. Для этой цели можно также установить понижающую передачу.
Как правило, ролики изготавливаются из подручных материалов. Для этого используется трубка определенного диаметра. Кроме того, древесина может быть использована для производства. Деревянные ролики рассчитаны на относительно небольшие нагрузки. Поэтому такие гибочные станки можно использовать и для гибки профилей из цветных металлов.
Ручной профилегибочный станок, чертежи которого можно найти в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробный изгиб, а затем скорректировать положение всех компонентов. После подгонки всех элементов конструкцию можно укрепить.
А выжимной подшипник будет иметь большую ширину.
Изготовление станка для гибки профилированных металлических труб
Пользователь разделил работу по созданию самодельной машины на несколько последовательных этапов:
Оценка размеров профилегибочного станка.


Он взял часть болта от автомобильного домкрата, чтобы сделать прижимной болт.



Измерил детали.

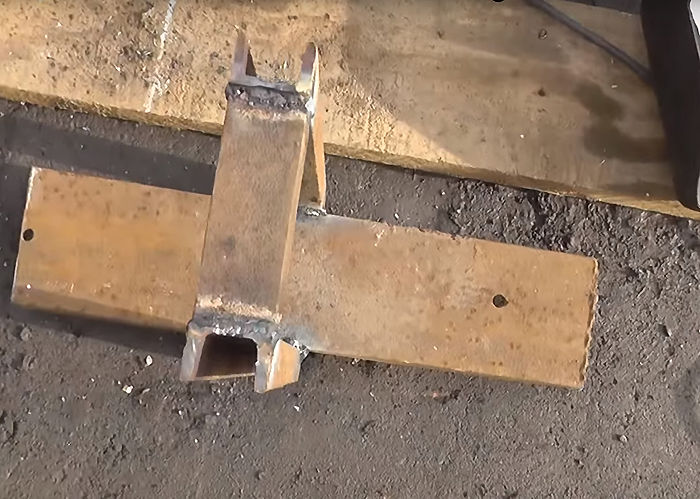
Соберите корпус трубогиба из швеллерного профиля.



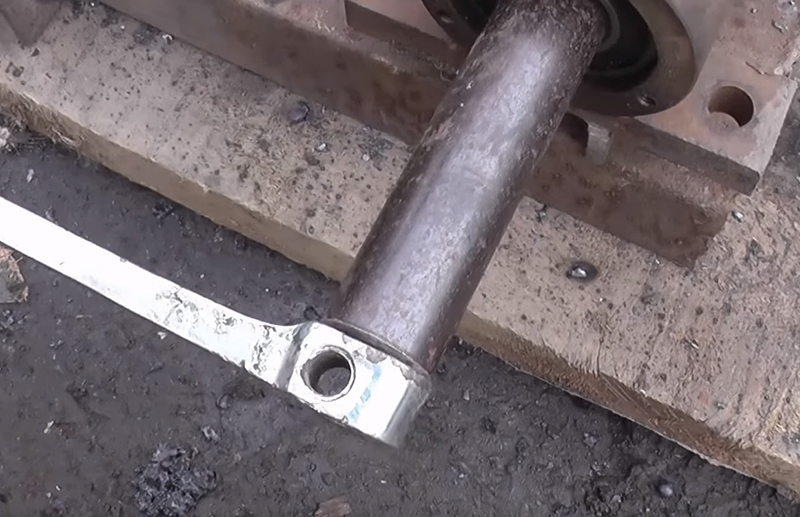
Изготовленные ролики. Вал Pin008 изготовлены из резьбовой шпильки M20. С помощью болтореза разрежьте его на куски необходимой длины.





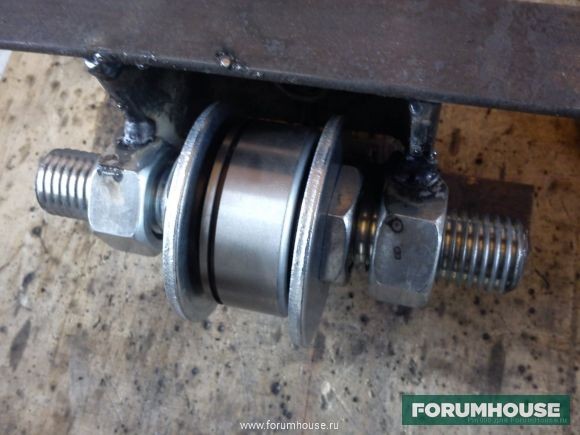
Этапы изготовления прижимного ролика.




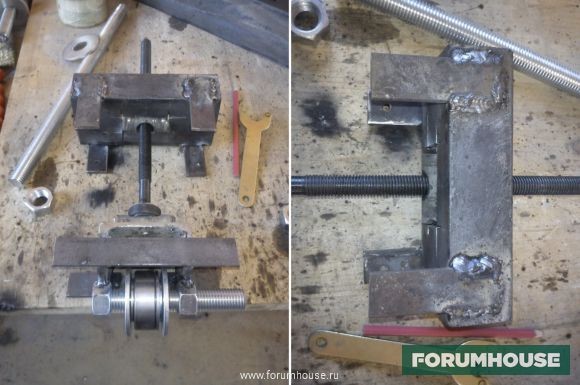
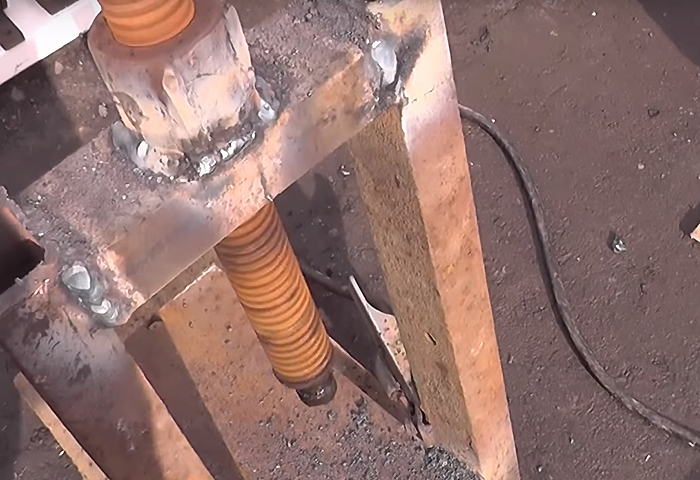
Сборка профилегибочной рамы. Верхняя пластина снимается для облегчения установки прижимного ролика.


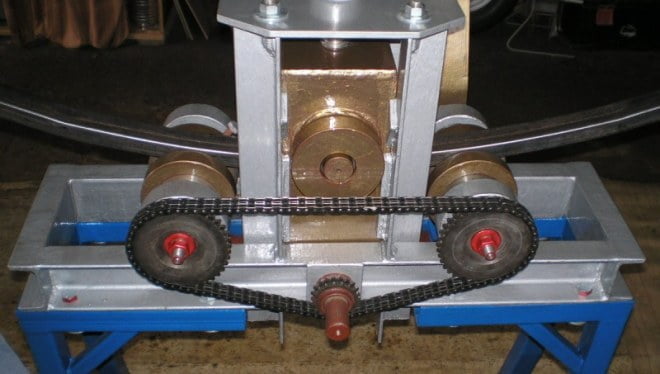
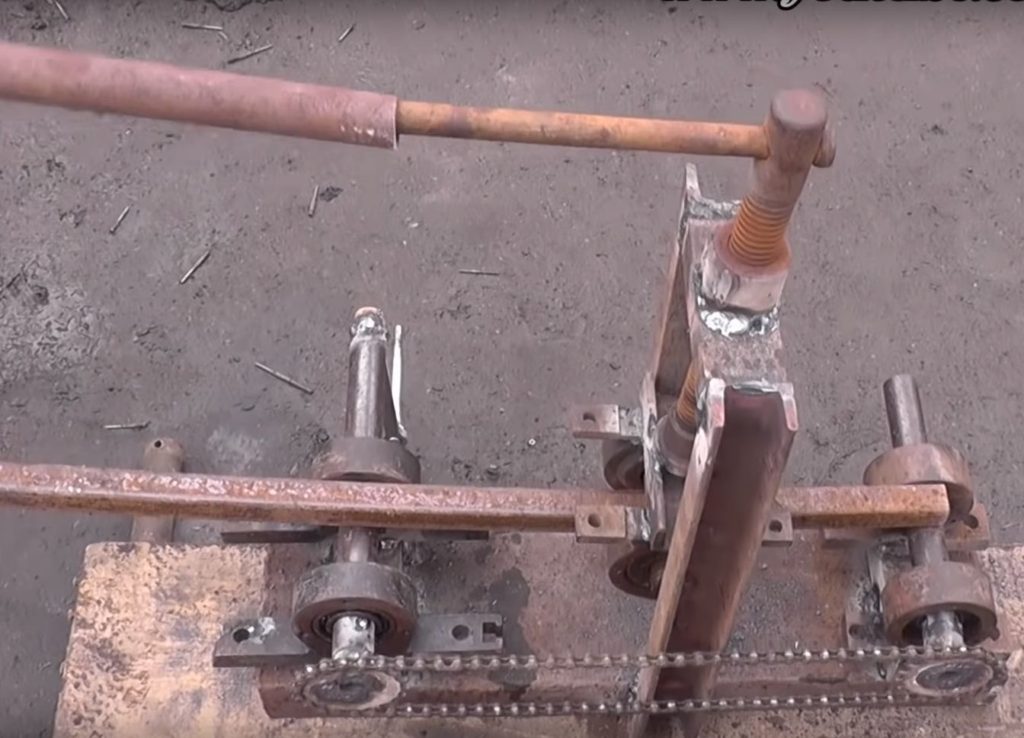
На фотографии ниже хорошо видно, как сделать прижимной ролик для роликовой формы.

Следующий Pin008 изготовили контргайки. Он сделал это следующим образом:
Он затянул гайку на штифте и зафиксировал ее другой гайкой.
Он зажал предмет удавкой и срезал гайку угловой шлифовальной машиной с тонким отрезным диском.



Теперь сборка завершена.


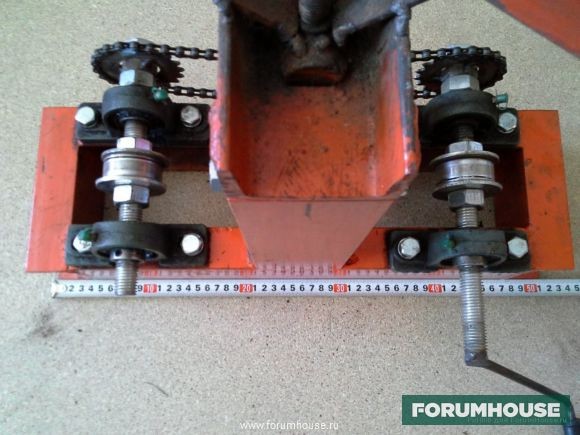
Звездочки для цепного привода Pin008 Я приварил их к гайкам.



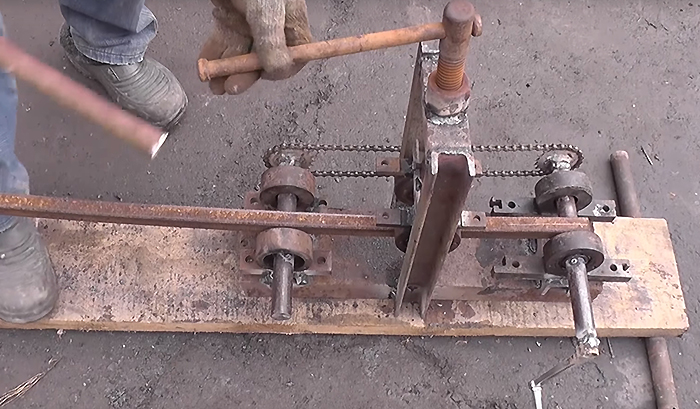
Следующий Pin008 Собранный профилегиб. Я покрасил его и ввел в эксплуатацию.




Поскольку самодельные планы Pin008 не делал никаких чертежей, он приложил рулетку к профилегибу, чтобы определить размеры станка.






Я думаю, что не стоит использовать меньший канал. Вес станины уменьшится, и машина будет неустойчивой. Расстояние между центрами роликов также должно быть не менее 300 мм. В противном случае нагрузка на ролики и подшипники увеличится, и их обода сломаются. Обратите внимание, что шаг зажимного винта настолько мал, что его можно повернуть одним пальцем.

При изготовлении самодельного профилегиба помните, что чем меньше осевое расстояние между роликами, тем меньше радиус заготовки, согнутой на станке. Однако нагрузка на ролики и, следовательно, на подшипники возрастает. Радиус гибки регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной станины и длиной резьбовой части прижимного винта.
Профиль или труба могут перемещаться между роликами вручную или с помощью электропривода. После того, как станок собран, наступает время пробной гибки металла. Только во время пробного сгибания станут очевидны недостатки и потребуется соответствующая корректировка оборудования.
Подготовка инструментов и материалов
В зависимости от типа профилегиба, который вы собираетесь изготовить, инструменты и материалы будут разными. Если это ручная машина, вам потребуется сборка:
14P канал или небольшие участки трубы с поперечным сечением;
1 ролик и 2 ролика, которые будут выступать в качестве опор;
несколько подшипников;
Рукоятка, через которую ролик приводится в движение;
4 упорных кольца, расстояние между которыми зависит от диаметра заготовки
Приводная цепь и 2 звездочки;
Для цепи необходим ограничитель цепи;
Несколько гаек M8;
Винт для регулировки;
пару пружин;
Несколько шурупов для использования в качестве крепежа.
Если вы планируете сделать самодельный электрический профилегиб, вам понадобятся следующие предметы:
Двигатель мощностью 1500 Вт
Червячная передача;
Каналы или трубки диаметром 7 см.
Остальные детали аналогичны тем, которые требуются для ручного трубогиба.
Труба с коленами.
Конструктивные особенности профилегибочных станков.
Такая машина может быть изготовлена практически из любого металлолома. Рама должна быть достаточно жесткой, независимо от того, из чего она сделана. В основном он изготавливается из швеллерного железа, так как обладает достаточной жесткостью и имеет широкую поверхность для установки валов.
Материалы, имеющиеся в вашем распоряжении, следует использовать в качестве руководства.
Одним из основных компонентов трубогиба является привод. Он изготавливается из домкрата или болта с резьбой. При наличии винта можно изготовить станок с центральным домкратным валом. Винт можно взять из старого, неработающего домкрата или из зажима. Винт должен быть прочным, диаметром не менее 16 мм.
Если у вас есть домкрат, вы можете выбрать, какой тип профилегиба сделать. Можно изготовить машину с подвижным концевым роликом и ломаной станиной или с центральным подвижным роликом и неподвижными концевыми роликами.
Конструкция в принципе не имеет значения, трубка все равно согнется. Если имеются звездочки, например, велосипедные, то имеет смысл соединить оба вала цепью и сделать их приводными валами. Это будет очень полезно при гибке труб с большим поперечным сечением, например, 40×60 и больше. Трубы с небольшим поперечным сечением будут хорошо гнуться на одном приводном ролике. Если ролики проскальзывают, слегка ослабьте давление на приводной ролик, и тогда проскальзывание прекратится.
Ручку приводного ролика можно сделать из обычной велосипедной педали или изготовить круглый маховик.
Если вы собираетесь согнуть трубку в кольцо, должна быть возможность снять верхний ролик, иначе кольцо нельзя будет снять с машины.
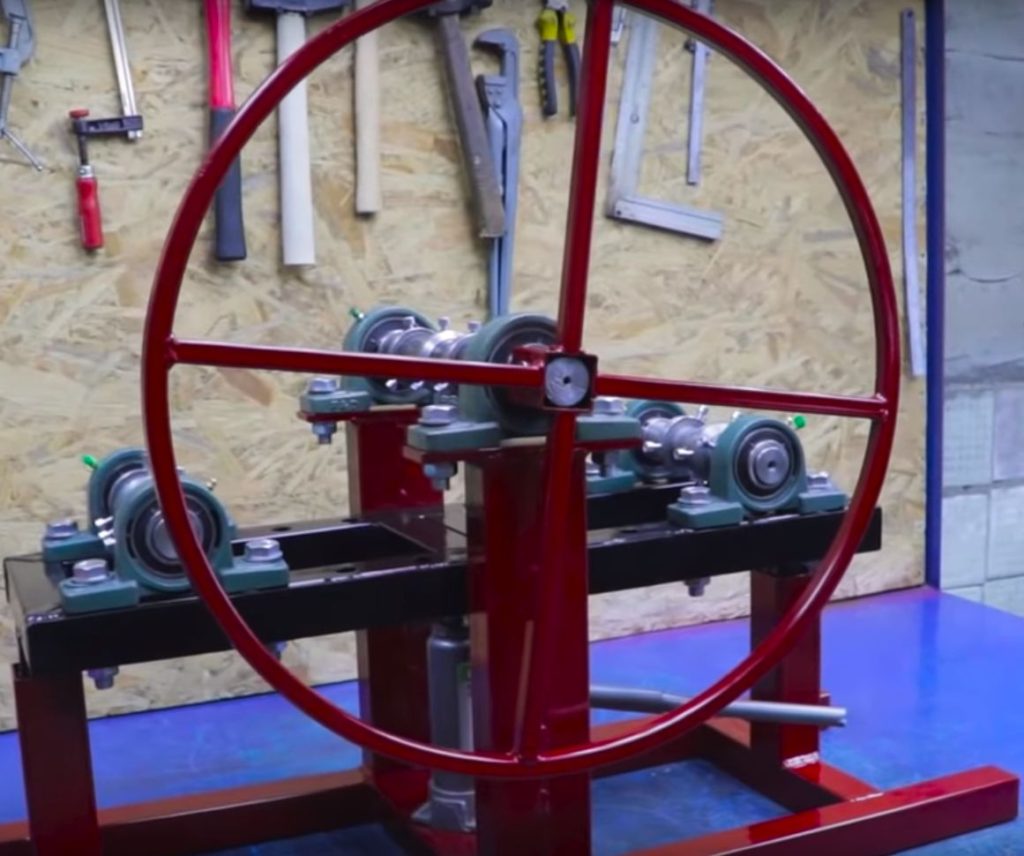
Профилегибочный станок с маховиком.
Ниже приведены несколько фотографий с различными особенностями дизайна.


Ни двигатель, ни редуктор нельзя изготовить самостоятельно, поэтому их придется покупать готовыми.
Ручной профилегиб
Ручной вариант профилегиба легко сделать самому, если у вас есть необходимые принадлежности. Его можно использовать для сгибания небольших секций для изготовления или ремонта изогнутых конструкций из труб или профилей.
Одной из главных особенностей ручного профилегибочного станка является минимально возможный радиус гибки.
Необходимые инструменты и материалы
Чтобы вручную настроить профилегиб, вам необходимо
Секции труб 14P или секции швеллеров;
2 опорных ролика и 1 ролик;
подшипники;
4 проставочных кольца для роликов – расстояние между ними регулируется в соответствии с размерами заготовки с помощью винтов;
Рукоятка для поворота валика;
2 звездочки и приводная цепь;
Ограничитель натяжения цепи;
Регулировочный винт;
Гайки M8;
пружины;
винты, крепящие отдельные элементы.
Все детали можно приобрести в специализированных магазинах или на складах металлолома, заказать у токаря или выточить самостоятельно на токарном станке в собственной мастерской.
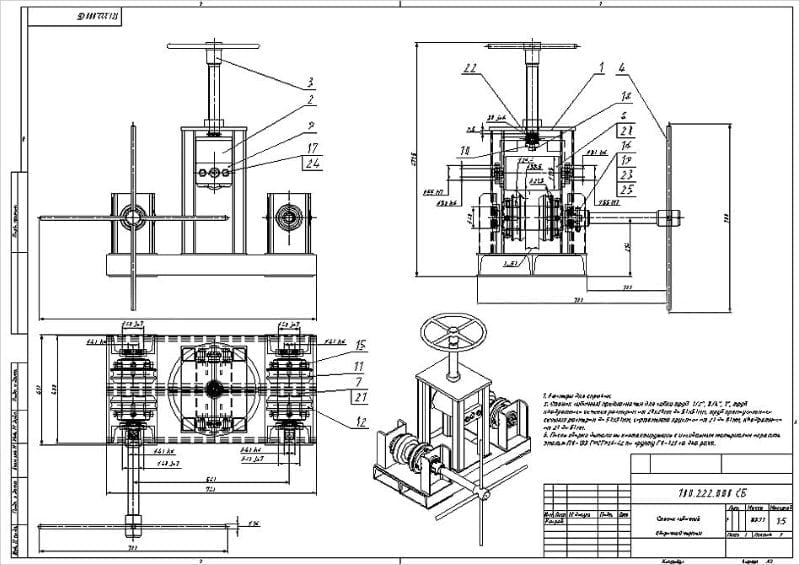
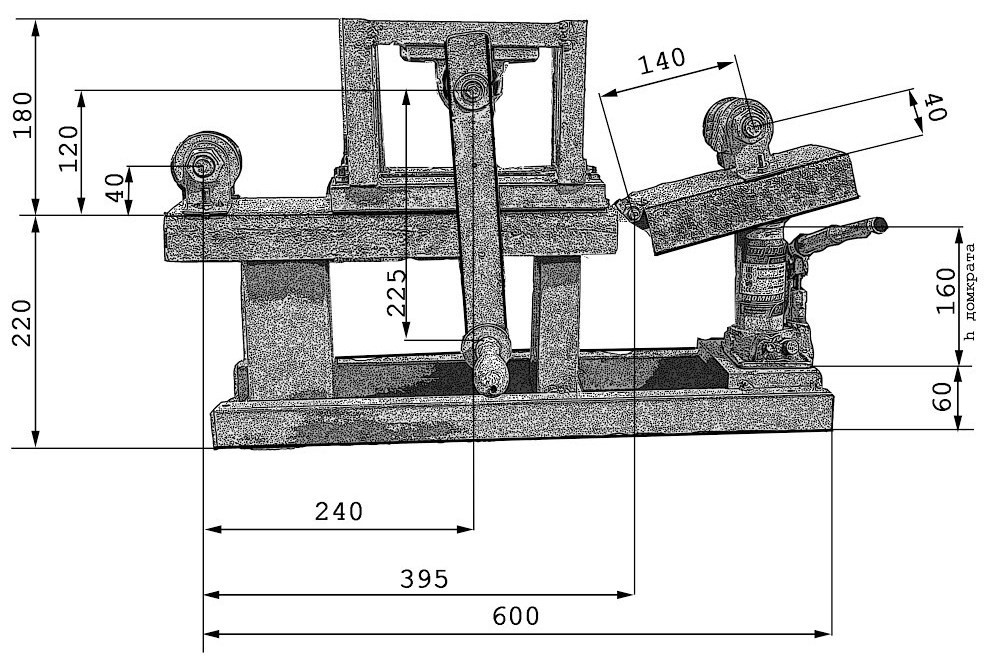
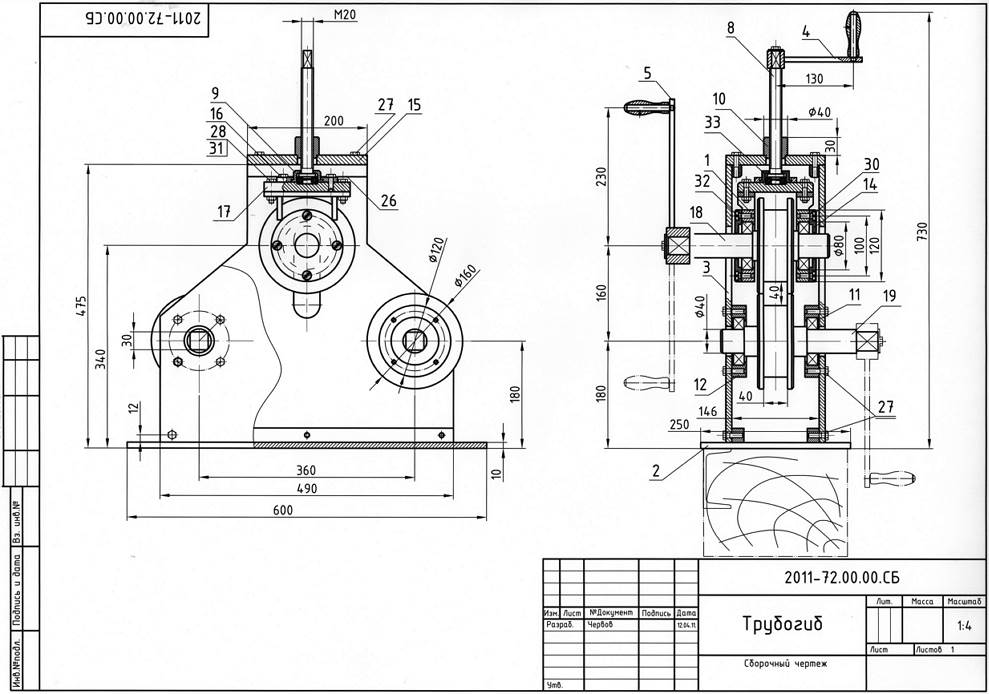
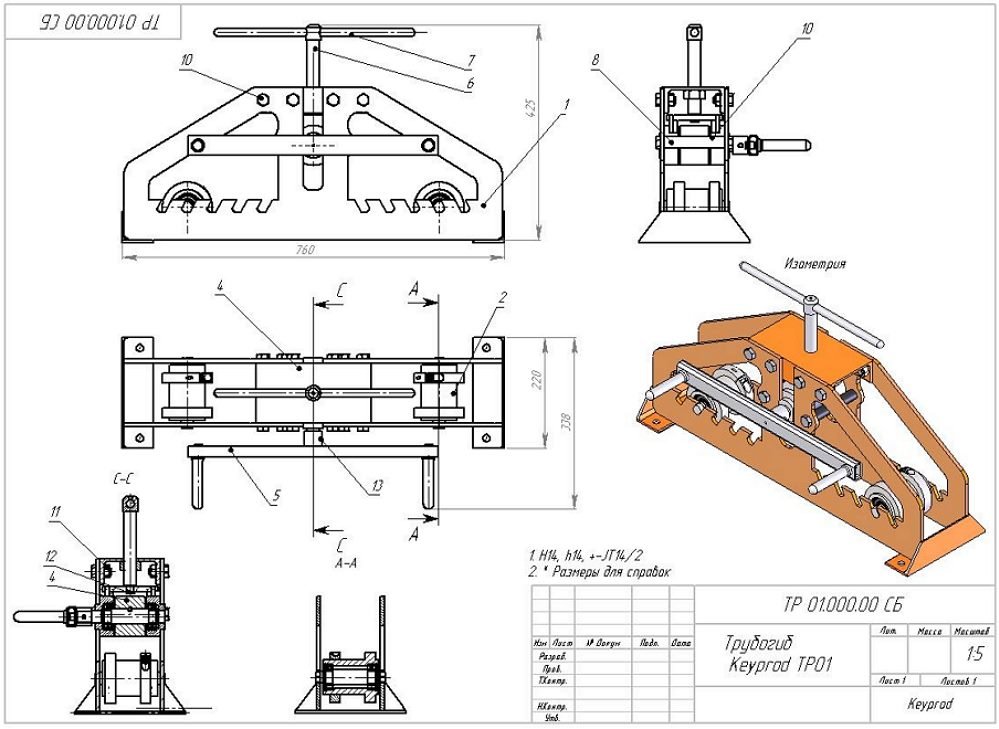
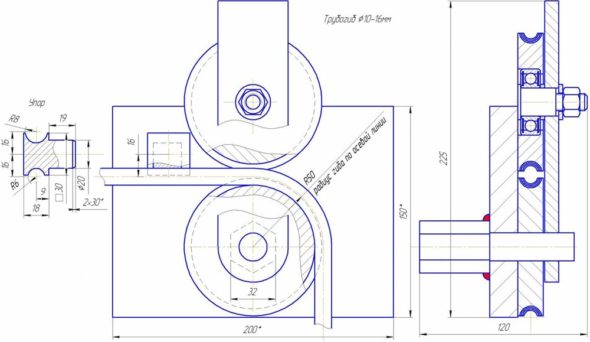
Размеры и чертежи
Прежде чем приступить к сборке самодельного устройства, необходимо знать его размеры и чертеж. Приведенные ниже диаграммы могут оказаться полезными.
Валки для прокатного стана можно изготовить или купить
Если вы планируете сделать конструкцию на основе бетонной плиты, то перед началом работ вам необходимо выбрать сечение плиты.
Профилегибочные станки сконструированы таким образом, что их рабочие органы – ролики – могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей ее длине.
Пошаговое руководство о том, как сделать
Процесс ручной гибки профилей своими руками состоит из следующих этапов:
Подготовка площадки. Утрамбуйте выбранный участок и, при необходимости, выровняйте его гравием или заполните бетонной смесью из песка и цемента в пропорции 4:1.
Сделайте U-образный регулятор.
Сварка рамы роллформера
После этого шага мы привариваем все шайбы, ободки и валы.

Вам нужны цепь и звездочки, чтобы вращать кривошип для перемещения трубы.
Этого усилия достаточно для поворота профильной трубы.
Валы над платформой немного сплющены, чтобы можно было вставить арку большего диаметра

Если у вас есть токарный станок, валы можно обрезать до точного размера
Чтобы облагородить внешний вид машины, ее очистили от ржавчины, следов старой краски, защитили антикоррозийным составом и тщательно покрасили.
Видео: производство ручных вальцовочных станков
Чтобы ответить на них, давайте посмотрим, что представляет собой член Pin008.
Как сделать профилегиб за 2000 рублей: совет для самоделкиных
Многим домашним мастерам необходим профилегиб. С помощью этого инструмента можно согнуть металлические трубы для теплицы, сделать арки для автомобильного сарая, изготовить крышу для качелей. Но цена на высококачественный трубогиб заводского производства несколько завышена. Что вы можете сделать? Как сделать ручной трубогиб из недорогих материалов, с примером Pin008 .
Содержание:
Стоимость самодельного трубогиба, необходимые детали и инструменты
Как изготовить трубогиб самостоятельно
Полезные советы для энтузиастов DIY
Вальцепрокатный станок без токарной обработки: стоимость, детали, инструменты
Придумывая профилегибочный станок своими руками, мастер задает себе вопросы:
Нужно ли будет поворачивать?
Сколько стоит самодельный контурный трубогиб?
Будет ли дешевле купить контурный трубогиб в магазине?
Чтобы ответить на них, давайте посмотрим, что может сделать член портала Pin008.
А это пример работы, выполненной с помощью контурного трубогиба.
А в этом видео показана работа этого самодельного трубогиба для профильных труб.
Если вас интересуют самодельные трубогибы Pin008 Для его создания вам понадобятся следующие компоненты:
Подшипниковый узел UCP 204 – 4 шт;
8-дюймовый прямой краевой канал (высота фланца 8 см, ширина фланца 4 см) – 2 м;
ромбический домкрат из легкового автомобиля;
подшипник 156704 – 3 шт;
резьбовая шпилька M20;
Гайки M20;
шайбы для резьбовой шпильки M20;
велосипедные звездочки, 2 шт;
велосипедная цепь.
кофемолка;
электродрель;
сварочный инвертор.
Далее мы расскажем вам, как собрать самодельный станок для гибки профильной трубы, используя эти детали.
Изготовление станка для гибки профильной трубы из металла
Работа по созданию самодельной машины была разделена пользователем на несколько последовательных этапов:
Оцените размер профилегибочного станка.
Взял болт от автомобильного домкрата, чтобы сделать прижимной болт.
Он примерил детали.
Соберите корпус трубогиба из швеллера.
Изготовленные ролики. Ось Pin008 был изготовлен из резьбовой шпильки М20. Я использовал тачку, чтобы разрезать его на куски подходящей длины.
Этапы изготовления вальцовочного станка.
Сборка рамы вальцовочного станка. Верхняя панель снимается для удобства установки прижимного ролика.
На фотографии ниже хорошо видно, как сделать прижимной ролик для валкообразователя.
Следующий Pin008 изготовили контргайки. Он сделал это следующим образом:
Он затянул гайку на штифте и зафиксировал ее другой гайкой.
Он зажал предмет удавкой и срезал гайку угловой шлифовальной машиной с тонким отрезным диском.
Теперь сборка завершена.
Звездочки для цепного привода Pin008 Я приварил их к гайкам.
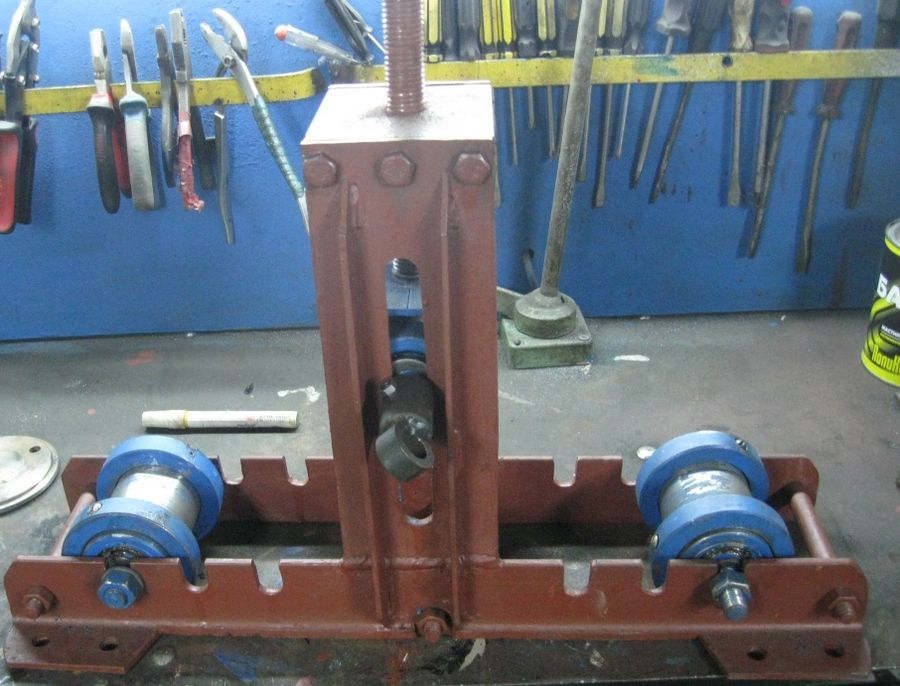
Следующий Pin008 Собранный профилегиб. Я покрасил его и ввел в эксплуатацию.
Поскольку самодельные планы Pin008 Он не делал никаких чертежей, просто приложил рулетку к профилегибу, чтобы определить его размеры.
Член FORUMHOUSE
Я не думаю, что вам следует использовать меньший канал. Вес станины уменьшится, и машина будет неустойчивой. Расстояние между осями роликов также должно быть не менее 300 мм. В противном случае вы увеличите нагрузку на ролики, подшипники и их сепараторы сломаются. Обратите внимание, что шаг нажимного винта настолько мал, что его можно повернуть одним пальцем.
При изготовлении самодельного профилегиба помните, что чем меньше осевое расстояние между роликами, тем меньше радиус заготовки, согнутой на станке. Однако нагрузка на ролики и, следовательно, на подшипники возрастает. Радиус изгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центра станины и длиной резьбовой части прижимного винта.
Советы по гибке профилей и как сократить бюджет
Успешное использование термоусадочного трубогиба показало, что он оптимально подходит для гибки труб 20х20 мм. Для больших труб необходимы изменения в конструкции – необходимо увеличить ширину рабочей части вальцов и усилить раму. Другой вопрос, что пользователи, заинтересовавшиеся самодельным инструментом, сомневались в прочности и долговечности вала из резьбовой шпильки. Но 5 лет использования инструмента доказали, что идея работает. Согласно Pin008, За все время использования этого инструмента ничего не сломалось. Единственное, что можно сделать, это снять две большие шайбы на нажимном валу. Они просто не нужны.
Для создания профилегиба не обязательно в точности повторять существующую конструкцию. Гораздо проще построить свой собственный станок из того, что есть под рукой. Это сэкономит ваше время и деньги и даст вам возможность разработать светильник, идеально подходящий как по назначению, так и по месту установки. По этой причине в Интернете можно найти множество светильников, которые используют один и тот же принцип, но отличаются по внешнему виду.
Классификация профилегибочных станков
В зависимости от типа привода, который, в свою очередь, напрямую влияет на мощность и производительность станка, существует несколько типов гибочных станков.
Гидравлические гибочные машины

Профилегиб с гидравлическим приводом. Мощный и очень дорогой.
Гидравлические гибочные станки – это промышленные машины, поэтому они обладают большой мощностью и предназначены для стационарной установки. Эти станки в основном используются в мелкосерийном и серийном производстве, когда требуется большое количество одинаковых заготовок. Гидравлический привод разгружает оператора и позволяет ему управлять машиной одним нажатием кнопки.
Преимущества гидравлической системы
Высокая рабочая скорость;
Ручной труд не требуется;
легкость в обращении;
возможность сгибать профили с большим сечением.
Недостатками этого типа машин являются высокая стоимость, стационарная конструкция и сложность из-за гидравлического привода.
Электрические роликовые формовочные машины

Электрический экструдер со спиральной передачей. Недорогой и функциональный.
Гибочные машины, использующие электродвигатели, также являются стационарными машинами, поскольку требуют подключения к электросети. Электрический привод обычно сочетается с цилиндрическим редуктором, что снижает стоимость, но в то же время делает невозможным гибку профилей с большим поперечным сечением. Поэтому такие машины можно встретить на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции домашних электроприборов, которые работают не хуже заводских аналогов.
Преимущества электрических гибочных станков
относительно низкой стоимости;
Высокоскоростная обработка полуфабрикатов;
Простой дизайн;
высокая точность гибки;
Машина может иметь цифровое управление.
Недостатками являются все та же недостаточная мобильность и невозможность гнуть большие профили.
Ручные гибочные машины

Ручной гибочный станок. Недорогая, мобильная разновидность
Ручные гибочные машины отличаются простотой, компактностью и низкой стоимостью. Благодаря простой конструкции с приводными и подвижными роликами этот тип профилегибочного станка не требует специальной квалификации. При необходимости устройство можно легко транспортировать к месту установки, а доступная цена таких устройств обуславливает их широкое применение в домашних хозяйствах. Конечно, такая конструкция не лишена недостатков:
Точный контроль радиуса изгиба невозможен;
Более длительное время обработки деталей;
высокая физическая нагрузка на оператора;
обработка профилей с малым поперечным сечением.
Преимущества и простота конструкции ручных трубогибов делают их привлекательными для мастеров, поэтому эти станки стали очень популярны среди домашних мастеров. Кстати, ручные гибочные станки можно перевести в категорию средних, добавив в конструкцию при необходимости электропривод.
Конструкция и принцип работы гибочных станков

Конструкция простейшей вальцовочной машины
Основным компонентом вальцовочного станка являются ролики, которые установлены на прочном металлическом основании. Пара роликов качения отвечает за продольное перемещение заготовки, а ролик скольжения обеспечивает прижим заготовки. В зависимости от конструкции машины усилие прессования может регулироваться в широком диапазоне с помощью винтового, домкратного или гидравлического механизма. Вальцы приводятся в движение с помощью электродвигателя или вручную. Последний вариант используется на небольших станках и чаще всего повторяется мастерами в домашних условиях.
Существуют и другие конструкции профилегибочных станков:
Для производства спиралей используются машины с левым подвижным валиком. Обычно такие станки оснащены ЧПУ и позволяют сгибать заготовки, точно контролируя наклон гиба;
Машины с подвижными нижними роликами сгибают большие детали и поэтому имеют гидравлический привод. Контроллер положения каждого ролика позволяет изготавливать сложные заготовки, даже для спиральной гибки;
Модели, в которых все ролики подвижны, являются элитой профилегибочных станков и могут работать с деталями любой конфигурации и толщины.
Основное отличие профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки изменяется не путем гибки вокруг неподвижного ролика, а путем холодной прокатки. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Такая конструкция является основой для машины, которую мы предлагаем сделать самостоятельно.
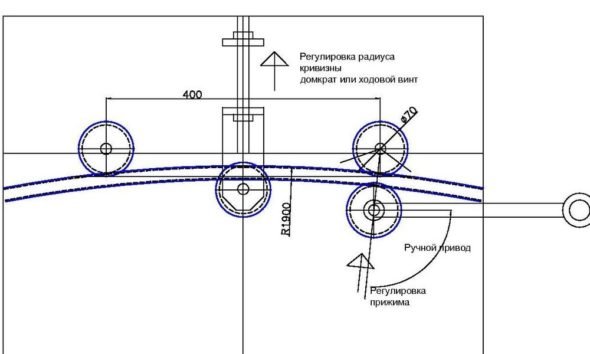
Диаграмма, показывающая принцип работы вальцовочного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки прокатных труб вам понадобится довольно большое количество деталей, но это не значит, что вам придется покупать все элементы из списка. Большинство необходимых материалов можно найти в любом гараже или мастерской. Вот что вам понадобится для этого процесса:
уголки или профильные трубы для изготовления корпуса машины;
рельсы или толстый стальной профиль для основания рамы;
полуфабрикаты для валов и роликов;
цепь;
натяжитель цепи;
приводные звездочки;
корпуса подшипников;
подшипники;
гидравлический домкрат или винтовая передача;
кронштейн приводного вала;
пружины – если используется домкрат;
болты и гайки.

Большинство деталей для изготовления самодельного профилегиба можно найти в любом гараже
У каждого мастера есть необходимые инструменты для производственного процесса:
угловая шлифовальная машина
электродрель;
набор сверл по металлу;
молоток;
сварщик;
набор гаечных и торцевых ключей.
Единственная сложность возникает при изготовлении приводных роликов и прижимного ролика. Только счастливые обладатели таких устройств имеют возможность выточить их из заготовки на токарном станке. Но не отчаивайтесь – в каждой организации есть токарный станок, который может дешево изготовить детали по предоставленным чертежам. Остальная часть машины может быть использована как есть.

Все необходимое для гибки профиля
Звездочку для цепного привода можно позаимствовать от шестерни ГРМ автомобильного двигателя, а корпус подшипника (или подшипник) – от старой сельскохозяйственной машины.
Варианты оборудования для ручной раскатки
Для создания валковой машины не обязательно в точности копировать существующую конструкцию. Гораздо проще собрать свой собственный станок из того, что есть под рукой. Это сэкономит ваше время и деньги, а также даст вам возможность разработать светильник, идеально подходящий как по назначению, так и по месту установки. Именно поэтому в Интернете можно найти множество светильников, которые используют один и тот же принцип, но отличаются по внешнему виду.
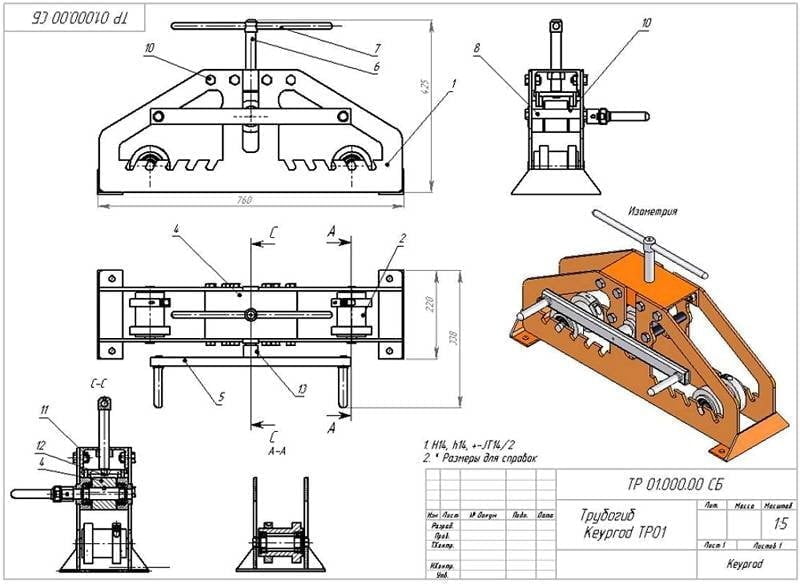
Чертеж трубогиба с радиальным воздействием на заготовку
Одна конструкция позволяет радиально изгибать прямоугольные трубы с помощью двух роликов, один из которых подвижный, а другой поддерживающий (направляющий). Заготовка деформируется до необходимого радиуса путем толкания и перемещения рабочих роликов вокруг направляющих роликов. Корпус изготовлен из листовой стали толщиной до 8 мм с металлическими уголками. Чтобы избежать непреднамеренного перемещения заготовки, перед гибкой она зажимается между неподвижным роликом и специально установленным упором.

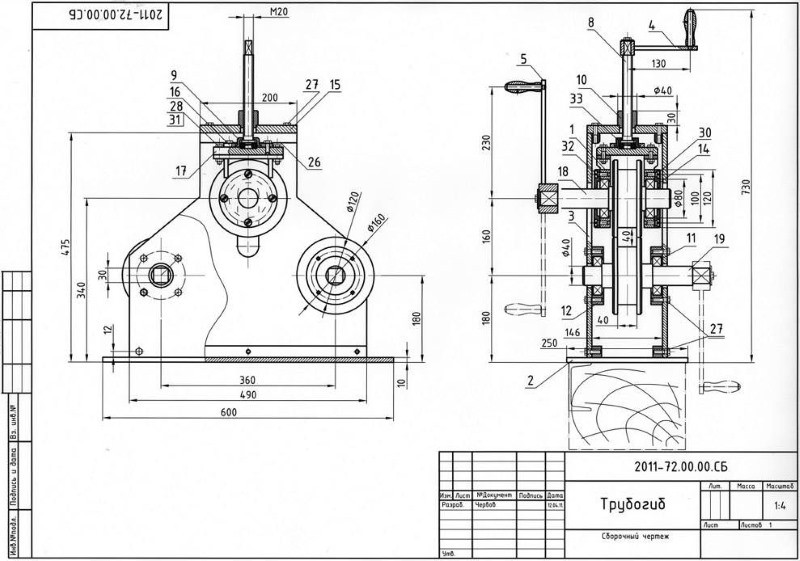
Предварительный гибочный станок для профильных труб
Более универсальным является тип машинного валика, конструкция которого была описана выше.
Кроме того, существуют и другие действительно простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность гибки оставляет желать лучшего, и для достижения другого радиуса придется изготовить новый шаблон.

Оборудование для гибки труб с использованием шаблона
При настройке ручного гибочного станка необходимо учитывать несколько моментов:
Чтобы избежать сгибания больших деталей, рама гибочного станка должна быть устойчивой и прочной. Лучшим материалом будет швеллер или двутавровая балка;
Вальцы машины должны иметь низкую шероховатость и высокую твердость. Лучше, если их конфигурация соответствует профилям наиболее часто используемых размеров;
Корпус должен быть сконструирован таким образом, чтобы можно было изменять расстояние между осями приводных валков. Большее расстояние между валками позволяет прокатывать заготовки большего сечения, а меньшее расстояние позволяет получать кривые малого радиуса;
Приводной рычаг должен легко поворачиваться во время работы, поэтому он не должен быть слишком коротким.
Большинство соединений выполняется с помощью сварочного аппарата. Однако без винтовых соединений не обойтись – именно так крепятся подвижные части конструкции.
Несколько слов о роликах. Они должны быть изготовлены из хорошей, высококачественной, предпочтительно закаленной стали. Большую часть нагрузки несут ролики и удерживающие их оси.
Существует два способа изготовления арки из профильной трубы без использования профилегиба – с помощью сварки и с помощью шаблона. Давайте начнем со сварки.
Создание кривой при сварке
Обрежьте профильную трубу шлифовальной машиной с одной стороны. Они изготавливаются через каждые 15-30 см, в зависимости от требуемого радиуса, сечения и толщины стенки. Срезы не должны пересекать одну сторону, ту, которая будет снаружи.

Результат гибки и сварки
Подготовленная таким образом деталь сгибается для получения требуемого изгиба. Края сгиба можно закрепить, приварив к ним стержень. Затем заварите все вырезы, приваривая их на место. Завершающим этапом является шлифовка свариваемых участков и их защита антикоррозийными средствами.
Использование шаблона
Тонкостенные профильные трубы можно гнуть вручную с помощью шаблонов. Если требуется специальная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе винтовыми зажимами. Сделайте 8-10 отверстий на верстаке в местах, где будут сгибаться трубы. Шаблон размещается рядом с этими отверстиями.
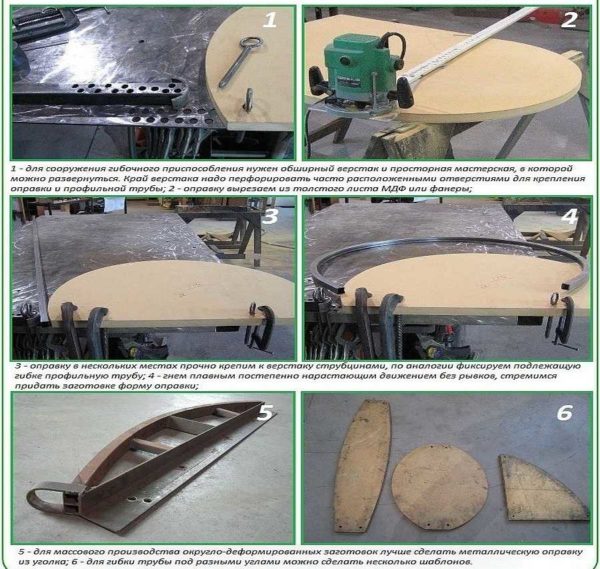
Процесс изготовления кривой из профильной трубы с использованием шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь начинайте плавно тянуть за свободный конец трубки, создавая изгиб, повторяющий форму. Тяните плавно, без рывков.
Шаблон также можно изготовить на земле. Колючие трубы вбиваются в землю (на глубину не менее полуметра). Они образуют необходимую арку. Два дополнительных колышка вбиваются в боковую часть арки для поддержки. Расстояние до борта немного больше, чем ширина трубы.
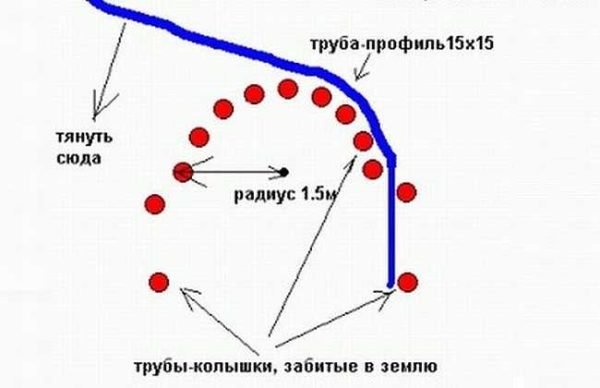
Шаблон на земле
После того как труба вставлена, ее подтягивают к арке. Усилия большие, работа тяжелая. Это может работать только с тонкостенными цельными трубами. Труба, заделанная швом, имеет слишком большое сопротивление в области шва. Это очень трудно преодолеть вручную.
Источник: https://sdesam.ru/samodelnye-profilegibochnye-stanki-kak-sdelat-shemu