Приобрести-Сплит-Систему | Вызвать-Мужа-На-Час | Заказать-Монтаж-Кондиционера
2 типичные ошибки дающие прожог и некачественный шов при сварке тонкостенной трубы
01 октябрь 2022, 23:50, 236, 0Иногда в домашнем хозяйстве или на работе возникает необходимость приваривания тонкостенной профильной трубы к толстому листовому металлу, например, к закладной при возведении забора, ограждения палисадника и для других целей.
В этом случае не годятся приемы, применяемые, как при сварке двух тонкостенных деталей, так и двух толстостенных. Ошибки в основном связаны с устанавливаемой величиной сварочного тока и движением электрода во время процесса сварки.
Понадобится
тонкостенная профильная труба;
толстый листовой металл (закладная);
сварочный аппарат;
электроды с рутил-целлюлозной обмазкой диаметром до 3 мм;
молоток для отбивки шлака;
металлическая щетка.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h

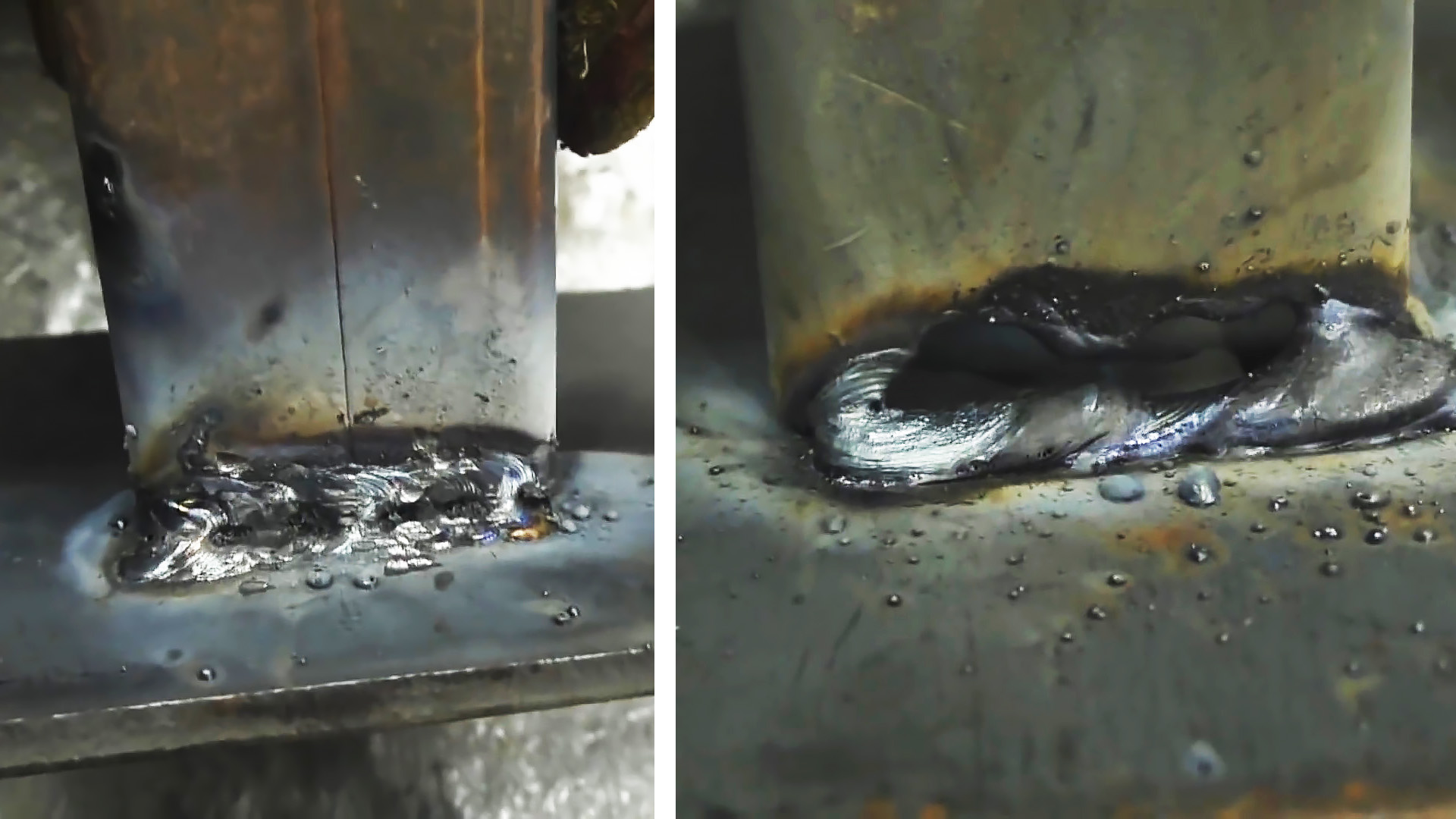
Процесс приварки тонкостенной профильной трубы к толстому металлу (закладной)
Одной из основных ошибок при сварке тонкого металла с толстым является поперечные колебательные движения электрода после разжигания электрической дуги, симметричные относительно продольной линии сварки. В результате толстый металл не страдает, а тонкий перегревается и прогорает.



Другая ошибка связана с установлением малого сварочного тока в пределах 60-70 А, что приводит к не сплавлению металла несмотря на то, что движения электрода были такими же, как и в первом случае. Здесь наблюдается простая нехватка энергии сварочной дуги.
Поскольку вторая деталь довольно толстая, необходимо варить при большем токе и так двигать электрод, чтобы основная часть энергии сварочной дуги поглощалась толстым металлом, тогда тонкий металл не будет перегреваться, останется целым и сварочный шов получится качественным.

Но если при большом сварочном токе, например, 100 А совершать поперечные движения электродом от толстого металла к тонкому, то вновь появляется большая вероятность прожога тонкого металла и вместо сплошного сварочного шва появятся дыры.

Чтобы качественно приварить тонкий металл к толстому, снижаем величину сварочного тока до 90 А, а электрод после зажигания электрической дуги ведем вдоль линии сварки по толстому металлу и только слегка касаемся тонкого металла. Любые колебательные движения при этом исключаются.

В этом случает достаточная энергия электрической дуги из-за отсутствия поперечно-колебательных движений концом электрода в большей мере передается толстому металлу и тонкий металл не прогорает, а полноценно участвует в образовании сплошного и прочного сварочного шва.

Простейший способ варить тонкую сталь без прожога - https://sdelaysam-svoimirukami.ru/8501-prostejshij-sposob-varit-tonkuju-stal-bez-prozhoga.html
Источник: https://sdelaysam-svoimirukami.ru/8512-2-tipichnye-oshibki-dajuschie-prozhog-i-nekachestvennyj-shov-pri-svarke-tonkostennoj-truby.html